Author:
Prof. Dr.-Ing. Holger Lieberwirth,
Institute of Mineral Processing Machines, TU Bergakademie Freiberg, Freiberg/Germany
Introduction
“A mineral reserve is the economically mineable part of a measured and/or indicated mineral resource.” (1). In consequence, it is mainly determined by
- the specific content of valuable material;
- the cost of mining and processing;
- the market price.
A cut-off grade has to be defined for each deposit. Parts of the deposit with an average content of valuable material above this grade are processed, while those with lower grades are dumped. In certain cases, portions of the low grade materials close to the cut-off grades may be stockpiled if an increase in market prices or a decrease in processing costs, perhaps due to a new technology, can be expected in the foreseeable future. While this general approach is similar to all reserves, this article will be mainly focused on metal ores and spars, herein further jointly described as “ores”.
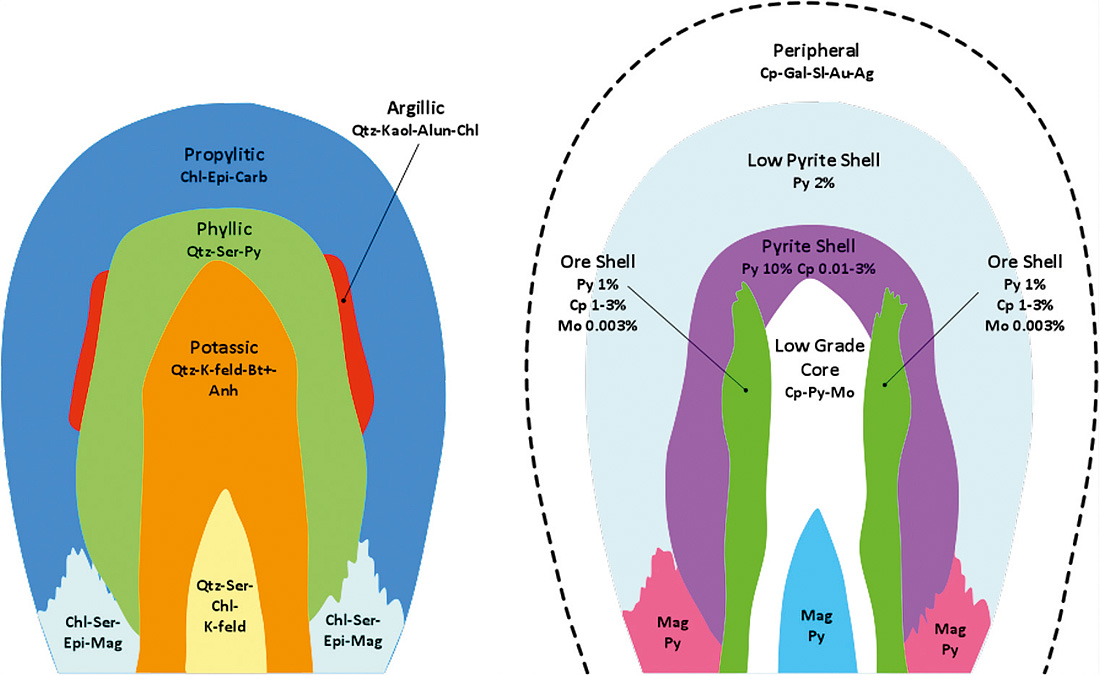
Fig. 1. Distribution of alteration zones and types of mineralization in porphyry copper deposit (2). // Bild 1. Verteilung von Alterationszonen und Mineralisationstypen in einer porphyrischen Kupferlagerstätte (2).
Many deposits contain a core zone which is characterized by high concentrations of ores, while the concentration drops towards the boundaries of the deposit (Figure 1). Although these boundary zones may contain lower concentrations of ores, the volumes of these zones may substantially exceed the volumes of the core zones and even the absolute amount of ore in those zones may be substantial.
Schodde describes this trade-off between tonnes and grade analysing 48 copper deposits (3). He found that on average, by adjusting the cut-off grade, it is possible to double or triple the head grade of the ore body, but at the expense of shrinking the ore tonnage by a factor of 10. Analysing the substantial reduction in costs since 1900, he found that about 30 % are attributable to the economies of scale when mining large deposits. 70 % of the cost reductions are attributable to new technologies.
A further cost reduction by the introduction of new and more efficient mining and processing technologies could thus lead not only to a decrease in cut-off grades but also to a redefinition of substantial ore containing portions of the deposits as reserves.
Respectively, the main factor determining the profitability of a mine which can be influenced by the operator is the costs of mining and processing. This paper presents examples of advanced technologies such as selective comminution, confined particle-bed comminution or Quantitative Microstructural Analysis (QMA) on mineral processing.
New technologies on the horizon
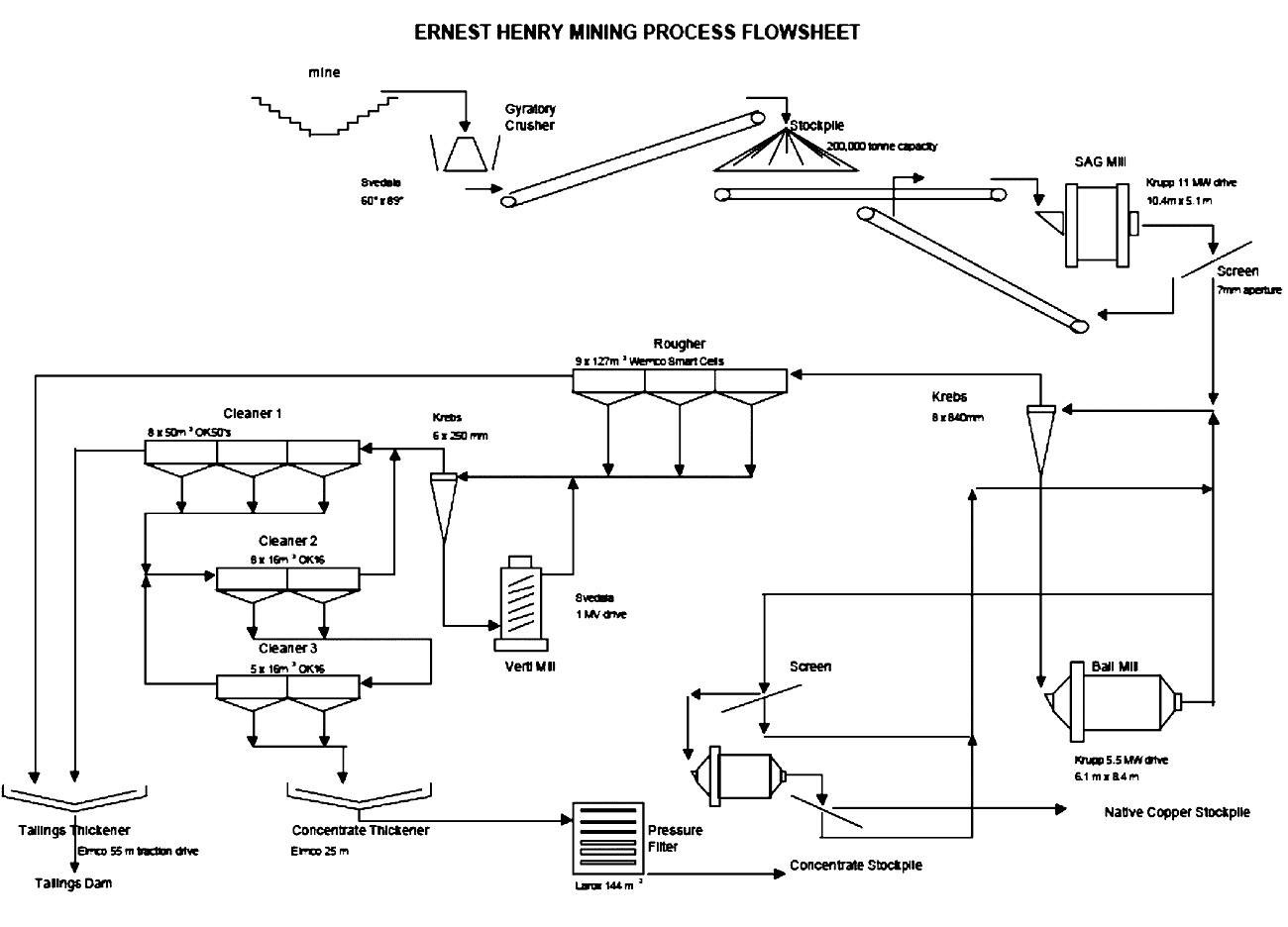
Fig. 2. Typical process flow chart copper ore (Metso). // Bild 2. Typisches Verfahrensfließbild für Kupfererz (Metso)
Today, most of the high volume metal ores such as copper or iron ore follow similar processing routes, irrespective of their specifics. Figure 2 shows a typical example of such a processing system. These routes contain mainly
- primary crushing;
- AG-/SAG milling;
- ball milling;
- flotation.
Sometimes, secondary/tertiary crushing is included for the coarse fractions, or – following flotation – the copper concentrate may be more finely ground as illustrated in Figure 2.
Looking at the different characteristics of ores, this commonality of process routes is somewhat surprising. The question may be raised whether there are more efficient ways, at least for certain ores, reducing energy and water consumption or increasing the recovery or both.
Selective Comminution
Selectivity is a behaviour of ores and rocks which can be observed in nature, when materials are decomposed due to natural weathering. More durable components, such as quartz often survive while other components are dissolved or simply washed away.
It has long been known that various minerals an ore is comprising may respond differently to the same comminution load. Although in some cases processing was adapted to take advantage of these different responses there has never been a systematic approach to optimising processing technologies for specific minerals. This is partly because of limited understanding of the response behaviours and limitations on the available technology.
Resent investigations revealed the significant potential of selective comminution in various fields. The potential for selectivity depends on various characteristics in a comminution system. These influences are:
- feed material characteristics (strength of the various minerals, intergrowth, surface roughness, throughput, particle size distribution etc.);
- product characteristics (particle size distribution, particle shape required, fractures etc.);
- comminution machine characteristics.
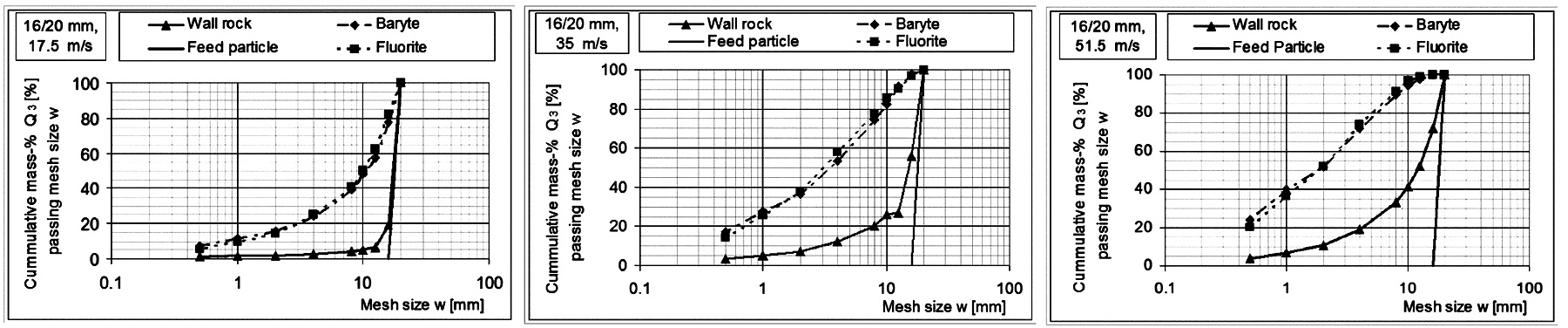
Fig. 3. Cumulative passing distribution of a Fluorite-Barite-ore with feed size 16/20 mm after single-particle comminution at various speeds (left: 17.5 m/s, middle: 35 m/s, right: 51.5 m/s) (4). // Bild 3. Summendurchgangsverteilung eines Fluorit-Baryt-Erzes mit einer Aufgabepartikelgröße 16/20 mm nach Einzelpartikelzerkleinerung bei verschiedenen Geschwindigkeiten (links: 17.5 m/s, Mitte: 35 m/s, rechts: 51.5 m/s) (4).
Figure 3 shows the influence of just one parameter, the impact speed, on the comminution behaviour of a Fluorite/Barite ore. It is obvious that proportion of the Fluorite and Barite particles to be found in the fine fractions after comminution is relatively high while the majority of the gangue material (mainly gneiss and quartz) remains in the coarse fraction.
It is obvious as well that the difference in comminution behaviour reduces with increasing load speed. While a certain minimum speed has to be reached to crush the material, the speed should not be too high either. At a comminution speed of 17.5 m/s the Fluorite and Barite is already crushed into small pieces the Gneiss and Quartz stays intact. With increasing speed, also the Quartz and Gneiss begin to fracture. The distance between the particle size distribution curves of Fluorite/Barite and the gangue material is reduced. On the other hand, the differences in material behaviour between Fluorite and Barite are rather small. Selectivity between these two ores cannot be observed.

Fig. 4. Comparison of the ore separation degree ηOre for Fluorspar comparing the results of selective comminution with other sorting technologies used for such a material (5). // Bild 4. Vergleich des Erztrennungsgrads ηErz für Fluorit nach einer selektiven Zerkleinerung mit anderen, für dieses Material eingesetzten Sortierverfahren (5).
Figure 4 shows that the ore separation degree of the investigated ore reaches into the range of conventional sorting technologies used for Fluorspar ores such as flotation or jigging. Investigations indicated too, however, that the result of selective comminution depends on a number of factors such as ore structure, operating parameters and design of the comminution machine.
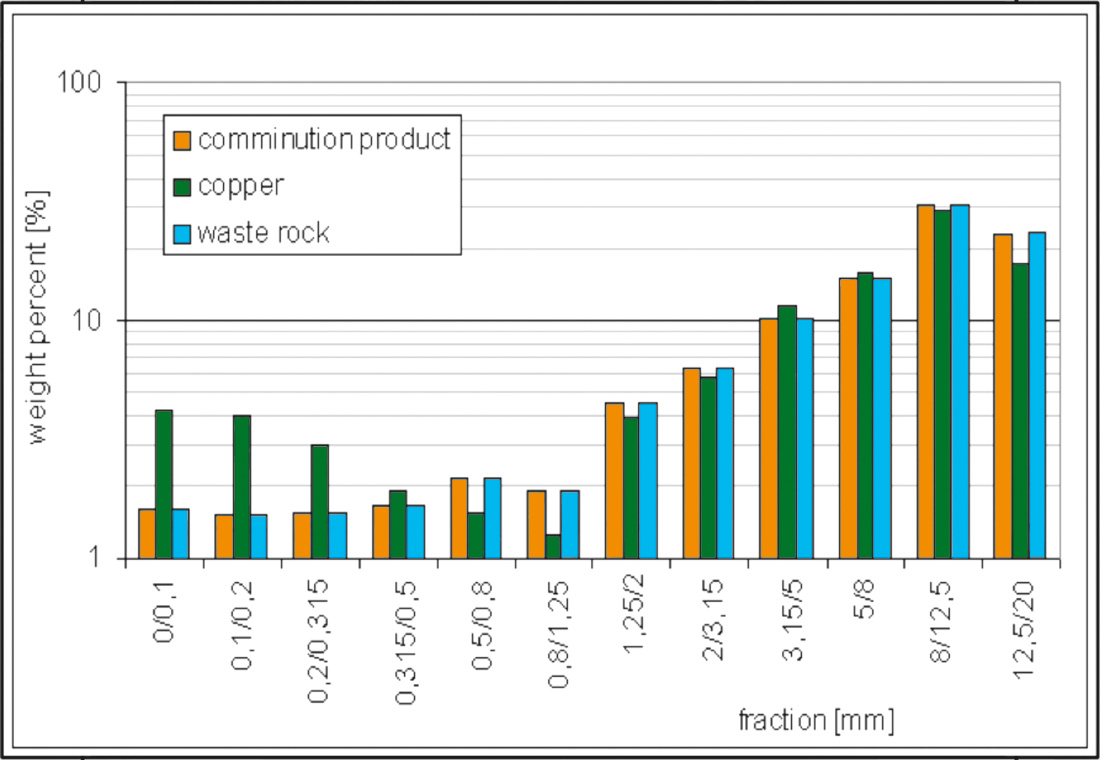
Fig. 5. Selective comminution with a Copper Porphyry (5). // Bild 5. Selektive Zerkleinerung bei einem porpyhrischen Kupfer (5).
The same single particle impact tester was used to investigate selective comminution of a copper porphyry ore (Figure 5). Particles with around 20 mm feed size were tested. With impact speed up to 70 m/s. It became obvious that in the coarse fraction (+1.25 mm) no selectivity could be observed. In the fractions –1.25 mm, however, there is a significant shift of copper content towards the finer fractions. Thus, by using a simple classifying step a pre-concentrate could be produced.
An elimination of the fraction just below –1.25 mm, hardly containing any copper, might be considered. This material would have to be ground further to the respective particle size required for liberation of the remaining small amounts of copper, consuming more energy than previously required for grinding from blasted product size to –1,25 mm for the same material.
A commercial machine generating single particle impacts in the material is the vertical shaft impact mill (VSM) which is shown in Figure 6.
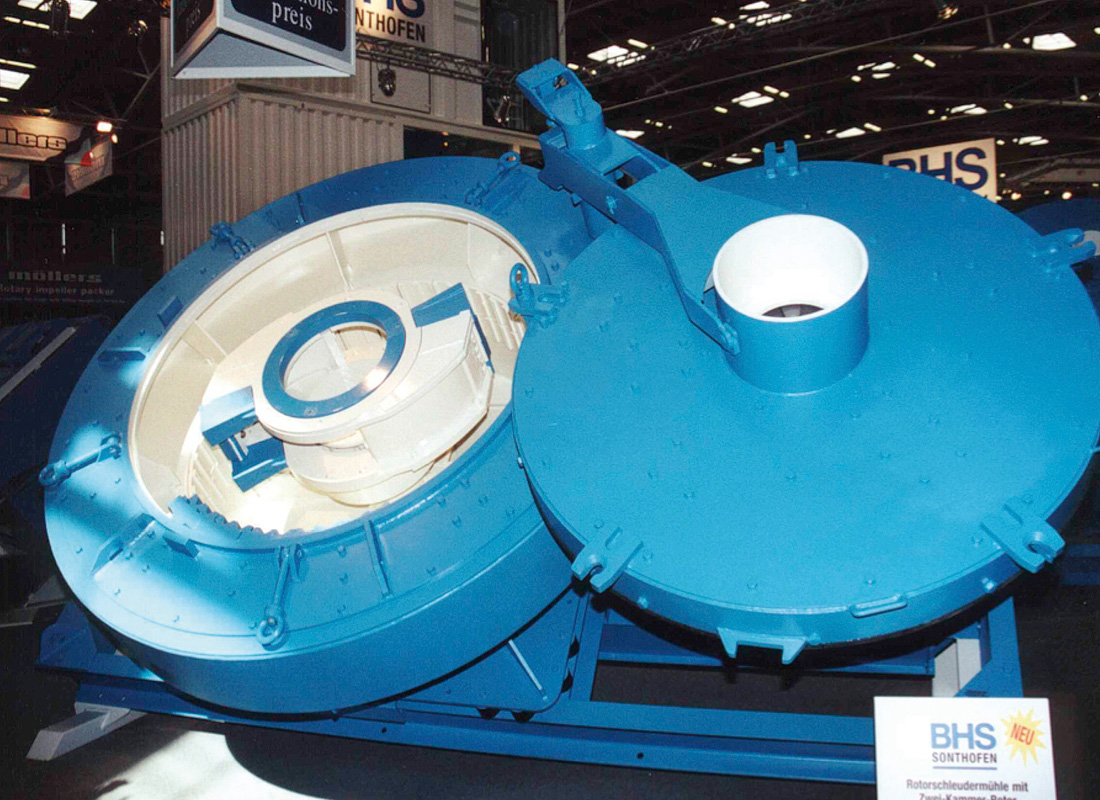
Fig. 6. Vertical shaft impact mill. // Bild 6. Rotorschleuderbrecher. Photo/Foto: BHS
In special configurations this machine type is widely used in the aggregate industry for the production of crushed sand from rather abrasive aggregates. With certain modifications, it could find wider application in ore mining as well. First ideas for such modifications (Figure 7) were published in (6). Investigations conducted indicate an interesting field for further development of this machine with particular focus on the load characteristics required to achieve selective comminution for particular ores.
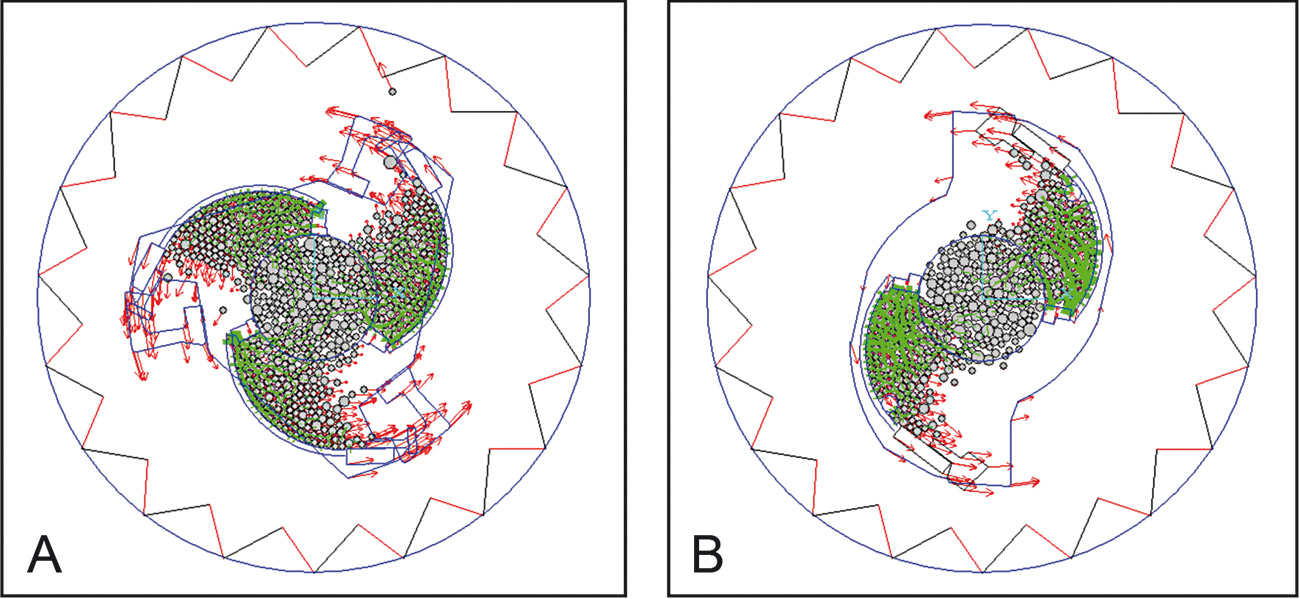
Fig. 7. VSM with three-wing rotor (a), two-wing rotor (b). // Bild 7. VSM mit Dreikammerrotor (a), Zweikammerrotor (b).
Confined particle-bed comminution
Impact loads seem to be particularly beneficial for selective comminution, since the shock waves generated in the ores may be reflected at the grain boundaries and can thus lead to fracturing of the material along those boundaries. This is potentially the main reason why selective comminution was so far concentrated mainly on impact loads.
Nevertheless, selectivity can be observed with other comminution machines too, if an ore comprising minerals with characteristics suitable for selective comminution is comminuted on a machine inducing the appropriate loads on the ore using suitable process parameters.
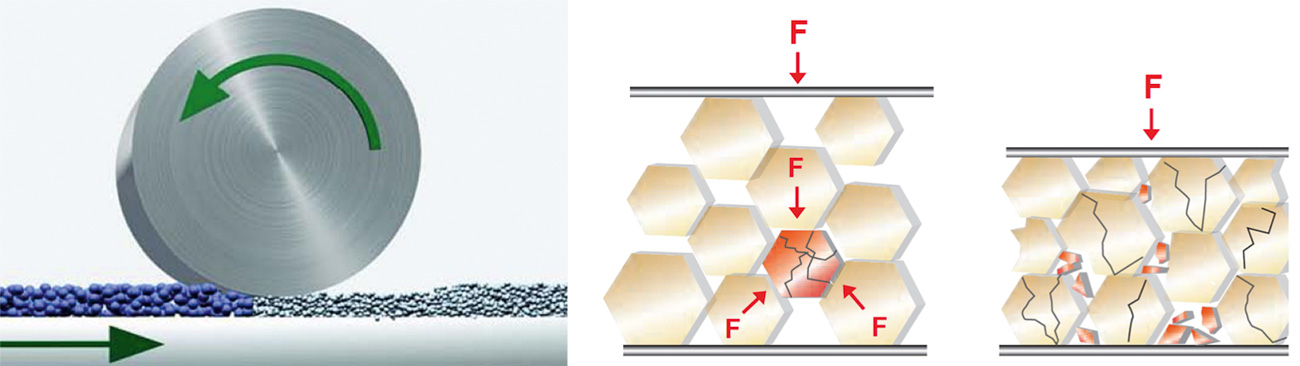
Fig. 8. Confined particle-bed comminution. // Bild 8. Gutbettzerkleinerung. Source/Quelle: Loesche
Confined particle-bed comminution as in high pressure grinding roller mills (HPGR) or vertical roller mills (VRM) offers a wide range of options for selective comminution since the parameters can be rather precisely controlled (Figure 8) allowing for a certain portion of the minerals an ore is comprising to fracture while the other minerals stay intact (7). This way, by a simple consecutive classification step, a pre-concentrate can be generated.
Compared with the conventional SAG-/ball mill process, confined particle-bed comminution offers substantial energy savings. Just considering the comminution process in open circuit operation, these savings may reach up to 50 % using HPGR. In combination of the mill with an air classifier in a closed circuit, the savings may still reach 10–25 % (8). The exact savings value depends on a variety of influences such as ore strength, recycling rate of mill product (9) and the process parameters of the mills compared. A combination of HPGR with stirred media mills or the application of HPGR for finish grinding could also be an interesting option.
Dry comminution
Another aspect of the application of confined particle-bed comminution is the dry processing of the ores. Not only should the obvious savings in water consumption and water processing costs be considered. It is also important to mention the potential increase in recovery.
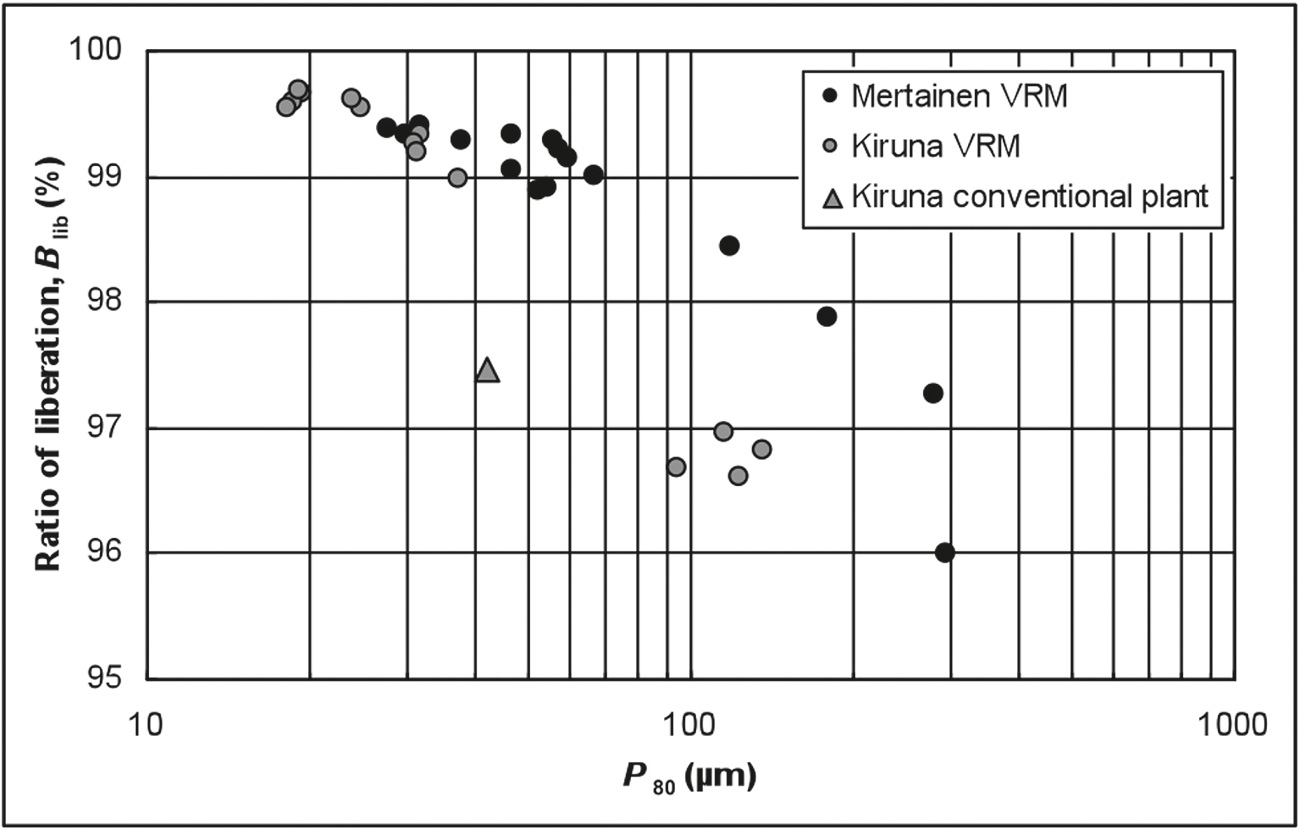
Fig. 9. Measured ratio of liberation over measured P80 of each examined grinding product (10). // Bild 9. Gemessener Aufschlussgrad je gemessene P80 für jedes untersuchte Mahlprodukt (10).
While increased recovery of copper in heap leaching processes by HPGR grinding was shown by Baum in 1996, the application of VRM for ore grinding was introduced more recently. Reichert showed that increased recovery of iron and tungsten was achieved by grinding the respective ores by VRM instead of ball milling before flotation (10). When comparing the liberation ration of magnetite ores from Mertainen and Kiruna, Sweden, processed on the conventional ball mill circuits with identical material ground at a VRM it could be established that the liberation ratio was improved by more than 1 % (Figure 9). With Scheelite from Mittersill, Austria, the liberation ratio even improved by 4 %.
In-depth ore analysis by Quantitative Microstructural Analysis
An in-depth ore analysis is the basis for the development of new processing technologies or the application of the right one for a particular ore. New technologies are available to “read the ore”, to understand its composition and derive the right technologies to process it the most efficient way.
The Mineral Liberation Analyser (MLA), Quemscan, tomography to name just a few technologies which found their ways into the laboratories not only of research institutions, but also large mining companies during the last years.
Most of these methods are well elaborated and proven. Nevertheless, the cost of the equipment and the tests themselves are still rather high for medium and small size resource companies and research institutions.
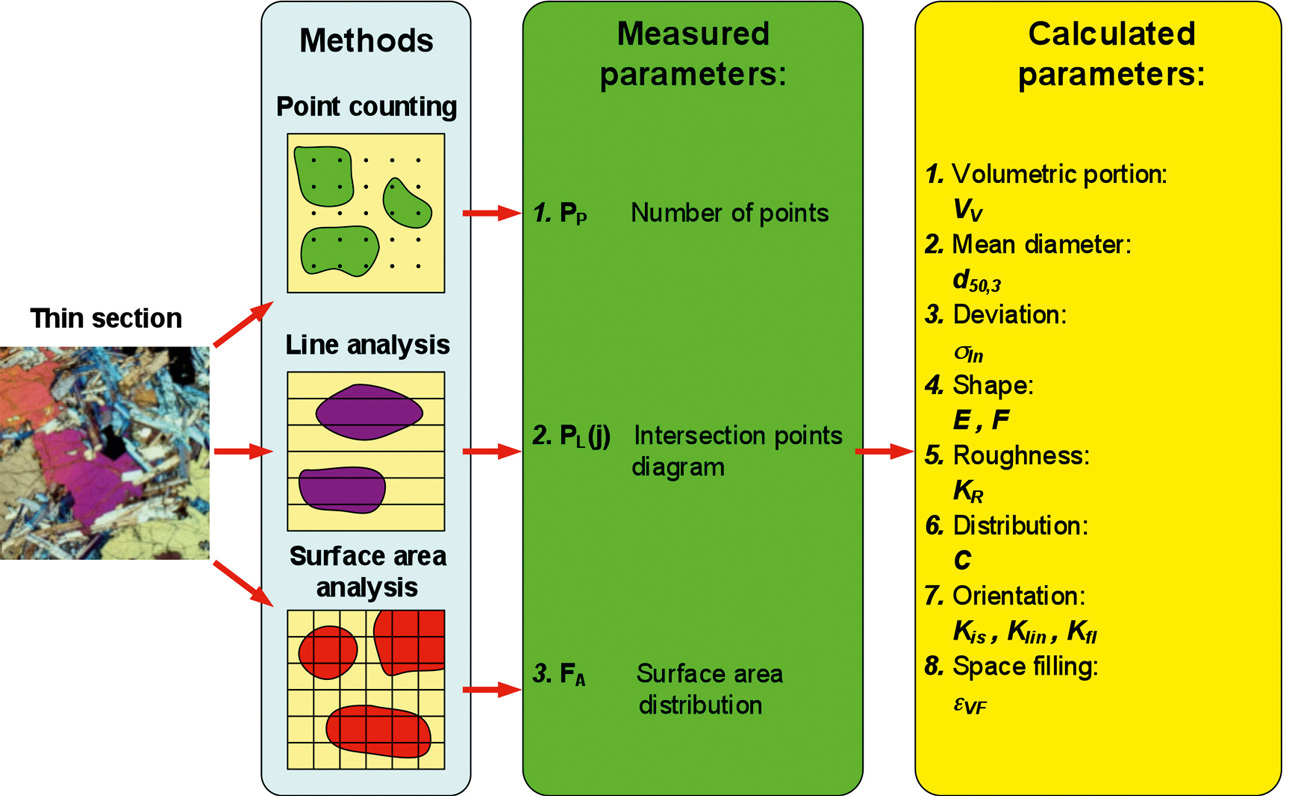
Fig. 10. Quantitative Microstructural Analysis (QMA). // Bild 10. Quantitative Gefügeanalyse (QGA).
Quantitative Microstructural Analysis (QMA) could be an alternative for the analysis of structures large enough for optical microscopes. QMA is based on methods applied in geological sciences. Different to the verbal descriptions commonly used there, however, the QMA derives quantitative figures describing the characteristics of rocks and ores in a way suitable for judgment on mineral processing (Figure 10). Thus, it helps to find the most efficient mineral processing technology, among those a technology for selective comminution for instance.
A sample, if possible collected from the deposit with recorded in-situ orientation, is cut at three orthogonal sides. Either thin slices or polished sections are prepared depending on the purpose of the investigation. The three surfaces are analysed and a virtual 3D-model of the ore is composed (Figure 11).
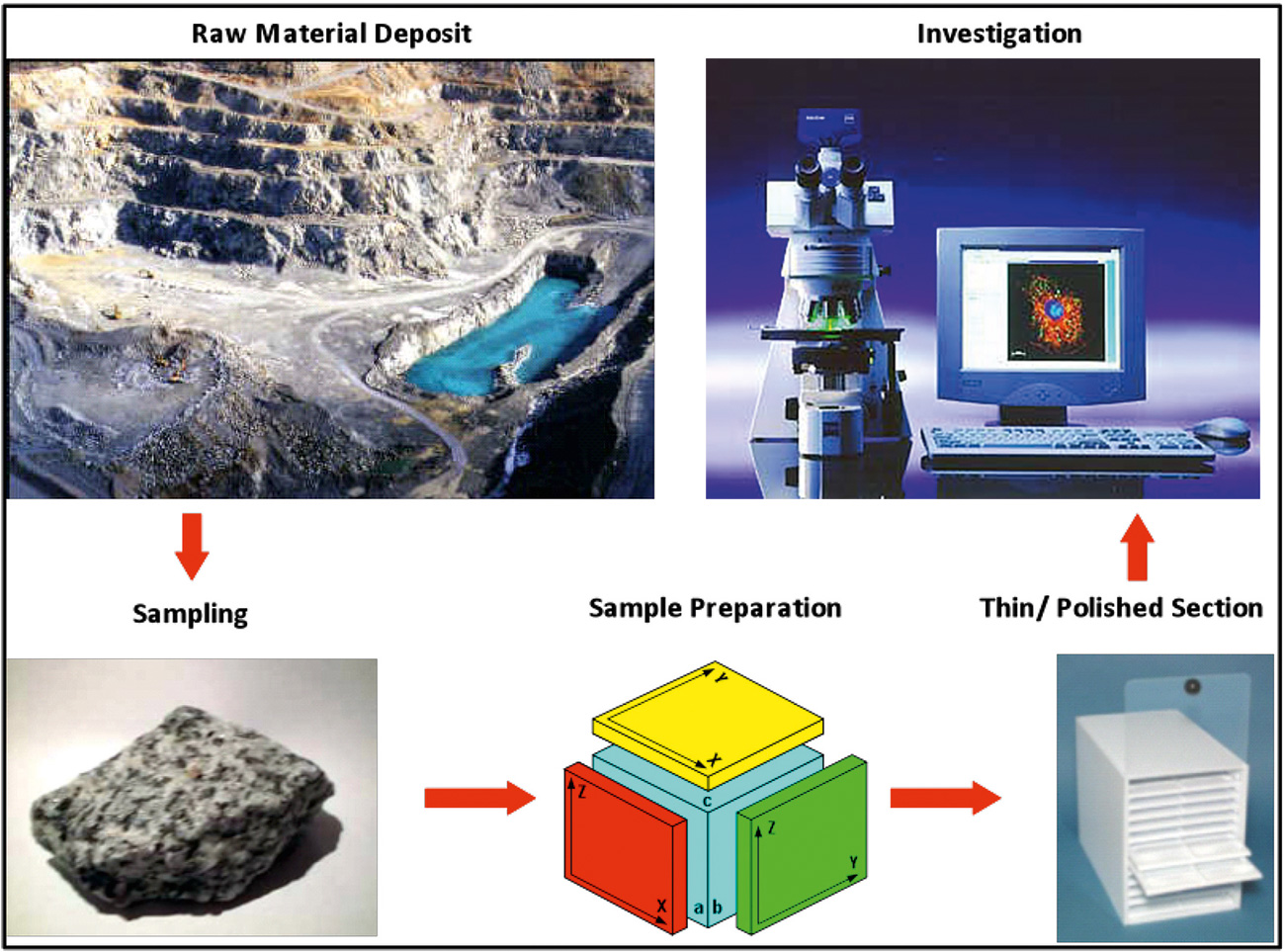
Fig. 11. Sample processing for QMA. // Bild 11. Probenaufbereitung für die QMA.
This process is usually combined with an analysis of compressive and tensile strength of the material using a point-load tester. The hardness of the various phases of the mineral is determined with a Vickers tester. The latter also allows conclusions with regard to the toughness of the material, particular important for many comminution processes.
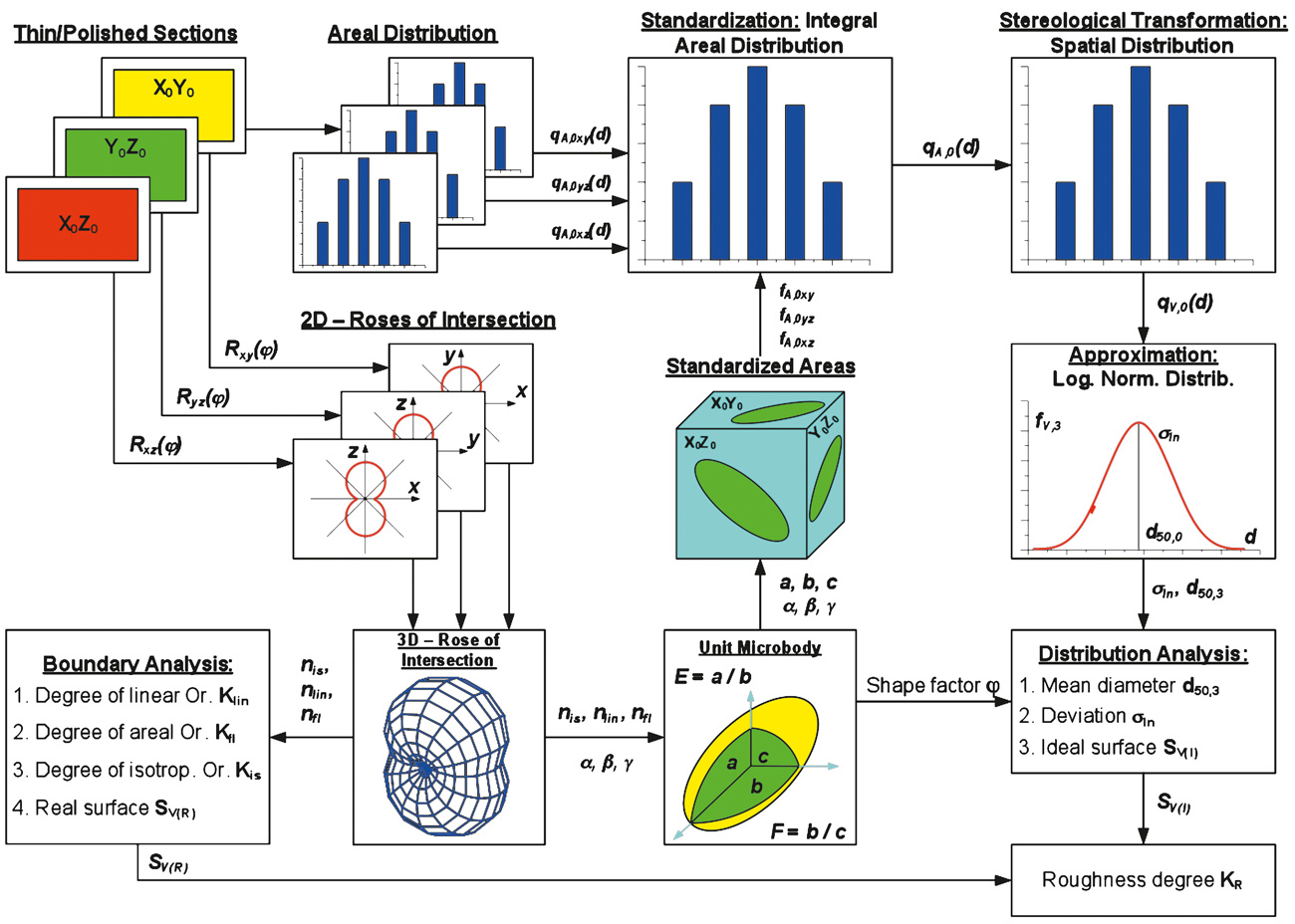
Fig. 12. Determination of mineral characteristics using QMA. // Bild 12. Bestimmung der Mineraleigenschaften mittels QGA.
The 3D-model derived (Figure 12) allows conclusions on the behaviour of the ore or the rock under certain load conditions. With the combination of the equivalent quartz content and the toughness expectations with regard to the abrasivity of the material can be given and conclusions for wear systems comprising comminution machine and material can be drawn.
Conclusions
The portion of a resource defined as a reserve in a deposit is determined by the cut-off grade. The operator determines a cut-off grade by the deposit characteristics, economic as well as technological parameters. The latter can be influenced by innovative processes. Advanced technologies, such as selective comminution or confined particle-bed comminution are on the horizon focusing on energy efficiency, increased recovery, improved use of resources, process stability, safety and protection of environment.
Modern tools for mineral analysis such as MLA or QMA allow a better understanding of the characteristics of a mineral and its behaviour in comminution processes. A careful selection of the right mineral processing route and its permanent monitoring based on such better understanding of the minerals behaviour allows a more efficient processing and, hence, a lowering of economically viable cut-off grades resulting in increased reserves.
References / Quellenverzeichnis
References / Quellenverzeichnis
(1) CIM Standing Committee on Reserve Definitions (2014): CIM DEFINITION STANDARDS – For Mineral Resources and Mineral Reserves. Prepared by the CIM Standing Committee on Reserve Definitions. Adopted by CIM Council on May 10, 2014.
(2) Lowell, J. D., Guilbert, J. M.: Lateral and vertical alteration-mineralisation zoning in porphyry ore deposits. Economic Geology, 65, pp 373 – 408.
(3) Schodde, R. (2010): The key drivers behind resource growth: an analysis of the copper industry over the last 100 years. SME. 2010 MEMS Conference Mineral and Metal Markets over the Long Term, Phoenix. 2010, Mar 03.
(4) Hesse, M., Lieberwirth, H. (2014a): Selektive Zerkleinerung zur Fluorit/Baryt-Anreicherung bei der Aufbereitung von Bergbauhalden. Chemie Ingenieur Technik, 86(6), S. 797 – 805.
(5) Hesse, M., Lieberwirth, H. (2014b): Selective comminution for pre-concentration in mineral processing. National Minieral Resources University. Conference of Young Scientists, St. Petersburg. April 2014.
(6) Al-Khasawneh, Y. (2009): Beitrag zur Ermittlung von Zielgrößen für die Auslegung und den Betrieb von Rotorschleuderbrechern mit der Diskret-Äquivalent-Element-Methode (DEEM) (Dissertation). Technische Universität Bergakademie Freiberg, Freiberg.
(7) Abouzeid, A.-Z. M., Fuerstenau, D. W. (2009): Grinding of mineral mixtures in high-pressure grinding rolls. International Journal of Mineral Processing, 93, pp 59 – 63.
(8) Michaelis, H. v. (2009): How energy efficient is HPGR? The Southern African Institute of Mining and Metallurgy. World Gold Conference, Golden, Colorado, USA.
(9) Villanueva, A., Banini, G., Hollow, J., Butar-Butar, R., Mosher, J. (2011): Effects of HPGR introduction on grinding performance at PT Freeport Indonesia‘s concentrator. SME. SAG Conference, Vancouver. 2011, Nov 25.
(10) Reichert, M., Gerold, C., Fredriksson, A., Adolfsson, G., Lieberwirth, H. (2015): Research of iron ore grinding in a vertical-roller-mill. Minerals Engineering, 73, pp 109 – 115.
Prof. Dr.-Ing. Holger Lieberwirth,
Institute of Mineral Processing Machines, TU Bergakademie Freiberg, Freiberg/Germany