An alternative dynamic transfer chute system is currently being developed at the Chair of Mining Engineering and Mineral Economics – Working Group on Conveying Technology and Design at Montan University Leoben, Leoben/Austria, in cooperation with the companies ScrapeTec Trading GmbH and ScrapeTec GmbH, Kamp-Lintfort/Germany, and Wanggo Gummitechnik GmbH, Linz/Austria. The problems mentioned should be greatly reduced or avoided by using the new facility.
1 Functional description of the alternative transfer chute system
A patent has been applied for the system (DE 10 2019 108 687 A1, WO 2020/200724 A1) and basically consists of at least three circumferential rubber chains without their own drive that are brought together to form a trough. The chains are equipped with carrier rollers and chain stars, the chain star axes being gimbaled to one another at a deflection point in order to guarantee synchronization. The chain system is installed at a transfer point between two belt conveyors and driven by the feeding belt by means of a friction wheel. The system is suspended so that it can rotate around an axis and is also supported on the friction wheel, which in turn contacts the feeding belt. The chain system reduces the impact energy of the bulk material particles through the inclination position and transfers the bulk material in a directed manner onto the feeding belt. The bulk material and belt wear of the feeding belt are reduced. The functional principle is shown in Figure 1.

Fig. 1. Functional principle (1). // Bild 1. Funktionsprinzip (1).
The energy is transmitted via a friction wheel, the direction of transmission depends on the mass flow. If the downhill force, caused by the mass flow on the chains, is higher than the movement resistance of the transfer system, energy is transferred to the feeding belt. Energy recovery is the result. In the opposite case, additional energy has to be used to drive the system through the feeding belt. The directed delivery of the bulk material onto the feeding belt reduces the power absorbed by the feeding belt, since the bulk material has a lower differential speed. With conventional chute systems, the wear is concentrated locally in most cases. In the chain system used, the wear is distributed over the entire chain surface that comes into contact with the bulk material. This effect means that significantly longer durability can be expected.
2 Constructive structure of the transfer device
In order to check the functional principle of the dynamic transfer device, a prototype was developed at the Chair of Mining Engineering and Mineral Economics – Working Group on Conveying Technology and Design at Montan University Leoben, Leoben/Austria, and installed at a transfer point in the Chair’s own conveyor circuit. The construction of the test facility can be seen in Figure 2.
Fig. 2. First prototype of the transfer device (2). Bild 2. Erster Prototyp der Übergabeeinrichtung (2).
The conveyor circuit used has four belt conveyors with a belt width of 400 mm. The prototype has to adapt to the prevailing boundary conditions. However, this is only possible to a limited extent, as the narrowest rubber chain width available on the market has a chain width of 150 mm in the required length. The trough width of the chain system is therefore greater than the width of the feeding conveyor. This must be avoided in case of industrial use, since otherwise parts of the bulk material flow cannot be fed onto the feeding belt. In order to still achieve a handover without loss of material, additional guide chutes must be installed for operating the prototype, which are not required with an optimal belt to chain width ratio. In addition, there are restrictions in the profile geometry for the available chain dimensions. In order to guarantee an optimal transmission of frictional force between the central chain and the friction wheel, a central web made of rubber had to be applied to the central chain by cold vulcanization (Figure 2, right). A continuous running surface for power transmission from the friction wheel to the rubber chain could be realized.
Another disadvantage that arises due to the unfavorably profiled middle chain is a limited sealing option between the individual chain strands. This applies in particular for dry, fine-grained and free-flowing bulk goods. The longitudinal seal between the individual chain strands can be implemented in two ways in the used prototype. Either the individual long edges of the chain are pressed or the side chains are covering the middle chain (Figure 3).
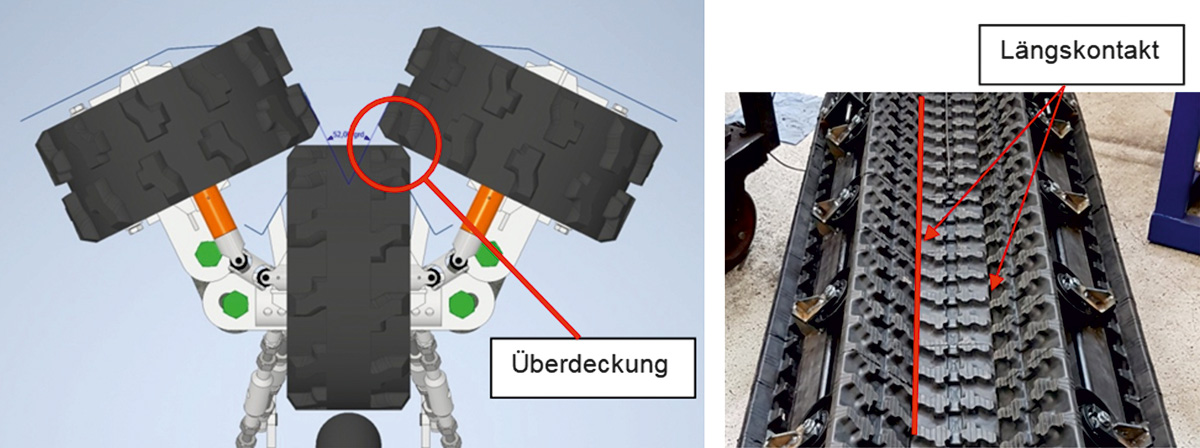
Fig. 3. Sealing (2, 3). // Bild 3. Abdichtung (2, 3).
Due to the manufacturing inaccuracies of the chain edges, the contact pressure has to be increased significantly with the first method. This method increases the resistance to movement to prevent fine material from trickling through. This method should therefore not be used for such bulk goods. In order to ensure a loss-free seal, a relatively large chain cover must be set for pourable fine bulk material, because of the pronounced chain profile height. However, it is still possible to achieve a sufficient sealing effect. Such measures are not necessary for industrial use, as suitable chain profiles are available for larger dimensions.
Additional adjustment devices had to be implemented (Figure 4) since the mass of the prototype is too small to generate the contact pressure necessary for the drive, which in turn is required for the transmission of the friction forces through the friction wheel.
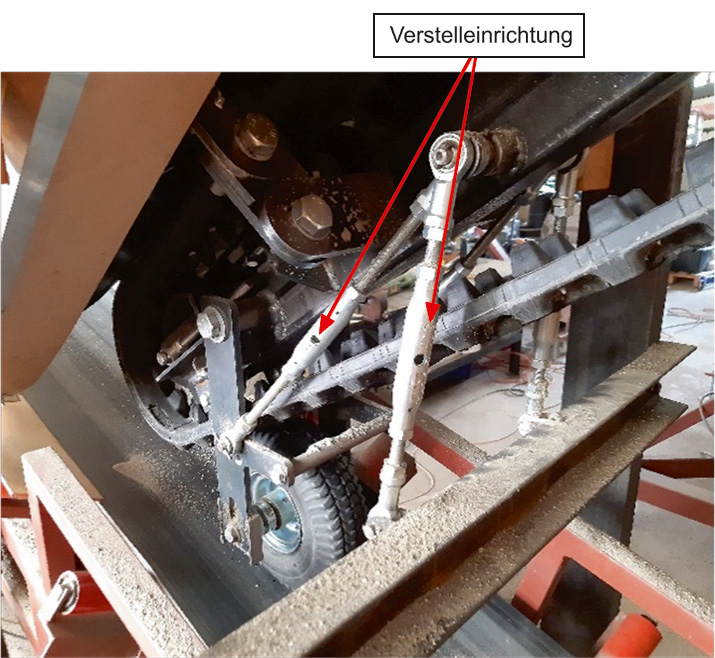
Fig. 4. Linkage assembly to increase the necessary contact pressure (3). // Bild 4. Gestänge zur Erhöhung der notwendigen Anpresskräfte (3).
The adjustment devices can be used to generate both the necessary contact pressure of the friction wheel on the belt and on the middle rubber chain in order to transmit the required power. Additionally, the linkage assembly offers the option of decoupling the transfer system from the belt. These eases emptying the belt, as the belt can also be reversed without driving the chains. Various friction wheels have been tested in order to keep the contact pressure as low as possible. The best results are achieved by an air-filled, profiled wheel, as shown in Figure 4. Compared to the alternatively tested non-profiled solid rubber wheels, this wheel also has a significant cost advantage.
As already mentioned, the prototype has an unfavorable feeding belt for the chain system/width ratio. Due to the coarse chain profile, the chains are difficult to clean at the bulk material discharge point/chain deflection. Especially very cohesive and fine-grained bulk material is not completely removed from the chain surface at the deflection. A small amount of bulk material is moved on via the deflection with the chain and is partly thrown off along the return strand and the deflection. Since the chain system is wider than the feeding belt, the bulk goods falling off the return strand cannot be transferred to the feeding belt. Therefore, additional guidance systems are required. The additional bulk material guiding devices are shown in Figure 5.
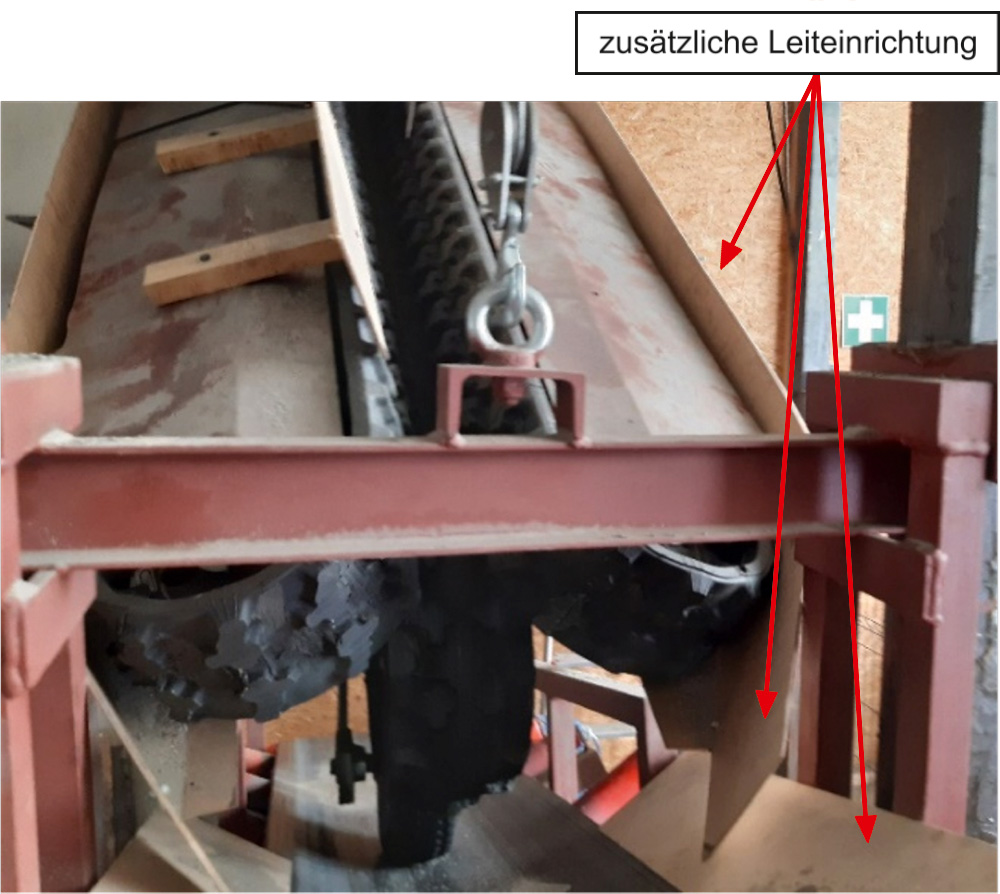
Fig. 5. Additional bulk material controlling equipment (3). // Bild 5. Zusätzliche Schüttgutleiteinrichtungen (3).
The chain system should be narrower or the same width as the feeding belt on an industrial scale. In this case, simple housing sheets with a seal to the feeding belt and without wear protection, as used as standard with transfer chutes, are sufficient to prevent bulk material parts from emerging from the transfer area. The avoiding of caking of cohesive bulk material particles on the central chain can be achieved in industrial applications by using a non-profiled middle chain. A non-profiled chain can be cleaned more easily by using standard belt scrapers. During the first experiments, quartz sand with a significant proportion of fine grain was deliberately used. By varying the bulk material moisture, the behavior of the chain system under dry, pourable and moist cohesive conditions could be investigated.
In addition to the possibility of steep conveying the chain transfer system has another significant advantage compared to conventional bulk material acceleration belts (Figure 6), which are used at transfer points to reduce wear on the feeding belt.
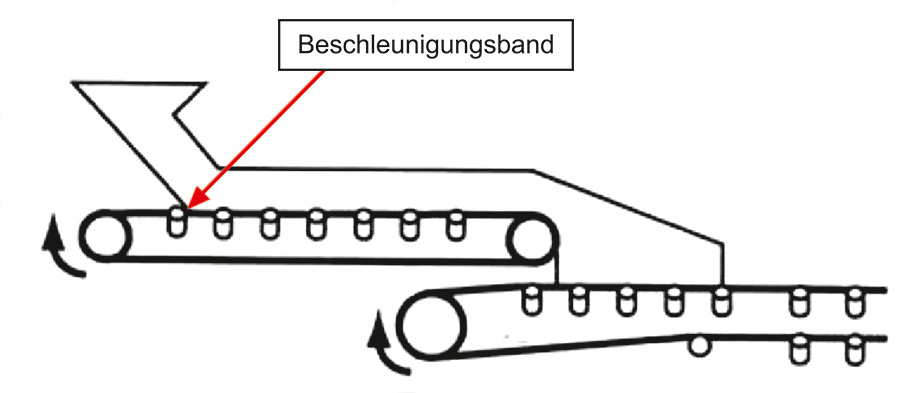
Fig. 6. Bulk material acceleration belt (4). // Bild 6. Schüttgutbeschleunigungsband (4).
The chains have a central positive guide on the running side, which prevents belt misalignment. Especially with 90° transfers, the impact of the bulk material on the respective transfer system can result in a force component 90° to the actual direction of movement, which can cause misalignment problems when using conventional belts.
3 First series of tests and performance data
Two series of tests with the already mentioned different sealing methods of the individual chains have been carried out so far to confirm the function. The line contact of the long chain edges was chosen for the first series of tests. The sequence of movements of the chains and the bulk material used can be seen in Figure 7.

Fig. 7. First testing series with longitudinal sealing. // Bild 7. Erste Testreihe mit Längsabdichtung. Photos/Fotos: MU Leoben
The disadvantages already mentioned in combination with fine, free-flowing bulk material are clearly visible here. The right picture shows small gaps between the long edges pressed together, through which the fine bulk material can trickle. The left image shows the optimal transfer to the feeding conveyor and the chain system. The caking of bulk material on the chain profiles at the chain deflection can also be seen. As a result, parts of the bulk material are discharged too late or not at all by the side chains and thus ejected from the conveyor circuit. The result is significant system pollution over a longer period of operation.
The hardness of the cold-vulcanized middle bar of the central chain is too low. Thus, individual bulk material particles accumulate on the middle bar, fall from the return strand along the chain return and hit the carrying side of the feeding belt before the actual feeding point (Figure 8).

Fig. 8. Bulk material sticking at the middle bar. // Bild 8. Schüttgutanlagerungen am Mittelsteg. Photo/Foto: MU Leoben
The premature feeding process of the bulk material onto the feeding belt is intensified since the bulk material trickles through in places due to the periodic gaping of the longitudinal sealing edges of the individual chain strands. However, the bulk goods sticking on the conveyor belt in front of the actual bulk goods loading point do not cause any problems with slippage between the belt and the friction wheel. The same applies to the power transmission between the dirty central chain and the friction wheel. A long-term test has to be carried out to determine whether such pollution has an effect on the wear of the friction wheel, chain and belt. However, such degrees of pollution do not occur to this extent or not at all on an industrial scale, since optimal material combinations and cleaning measures can be used here.
This series of tests was stopped due to the pollution of the system occurring with this sealing method in combination with the use of fine quartz sand. Therefore, the system was converted to the second sealing method.
For the second series of tests, the sealing method shown in Figure 3 (left side) has now been used. The overlapping of the chain strands prevented the bulk material from trickling through (Figure 9).

Fig. 9. Chain cover (View from the bottom). // Bild 9. Kettenüberdeckung (Ansicht von unten). Photo/Foto: MU Leoben
The sticking of material before the actual bulk material feed on the feeding belt has been significantly reduced due to the improved sealing method. The partial flow of bulk material beside the feeding belt has been prevented by using simple guide chutes (Figure 5). The reduction respectively avoidance of system pollution now allows to carry out drive motor power measurements of the feeding belt. Performance measurements have been carried out without bulk material and without transfer device, with transfer device and without bulk material as well as with transfer device and bulk material. A Power Quality Analyzer 43B from Fluke was used for the measurements. The measurement setup is shown in Figure 10.
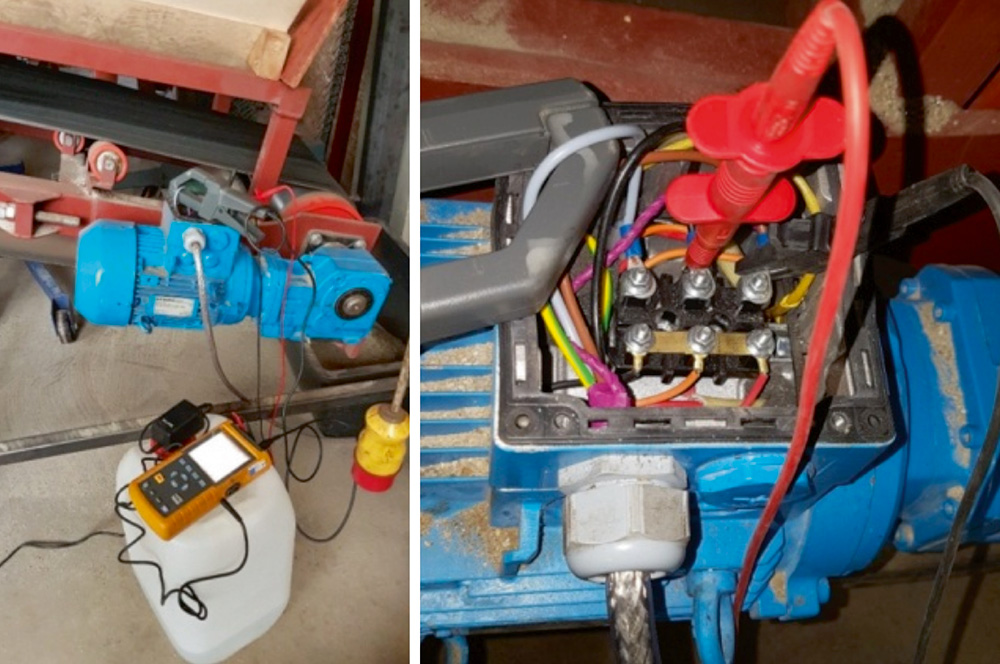
Fig. 10. Setup for power measurement (2). // Bild 10. Messaufbau für die Leistungsmessung (2).
The three-phase connection was checked for voltage and current symmetry, before the actual power measurements could be carried out. The resulting values have been 0.3 % for the voltage asymmetry and 3.4 % for the current asymmetry. Thereby, these are within the tolerance range for the power measurements assumed to be symmetrical with the measuring device used. The performance measurements were carried out at different conveyor speeds, with the drive of the feeding belt reaching its performance limits at a conveyor speed of 1.5 m/s without bulk material and with transfer device. The nominal power of the drive of 2.2 kW is already exceeded by approximately 32 % in the steady state. In order not to damage the drive, it was decided not to increase the conveyor speed any further. As an example, the measurement curves for a mass flow of 13 kg/s (46.8 t/h) and a belt or chain speed of 1.5 m/s are shown below (Figure 11).
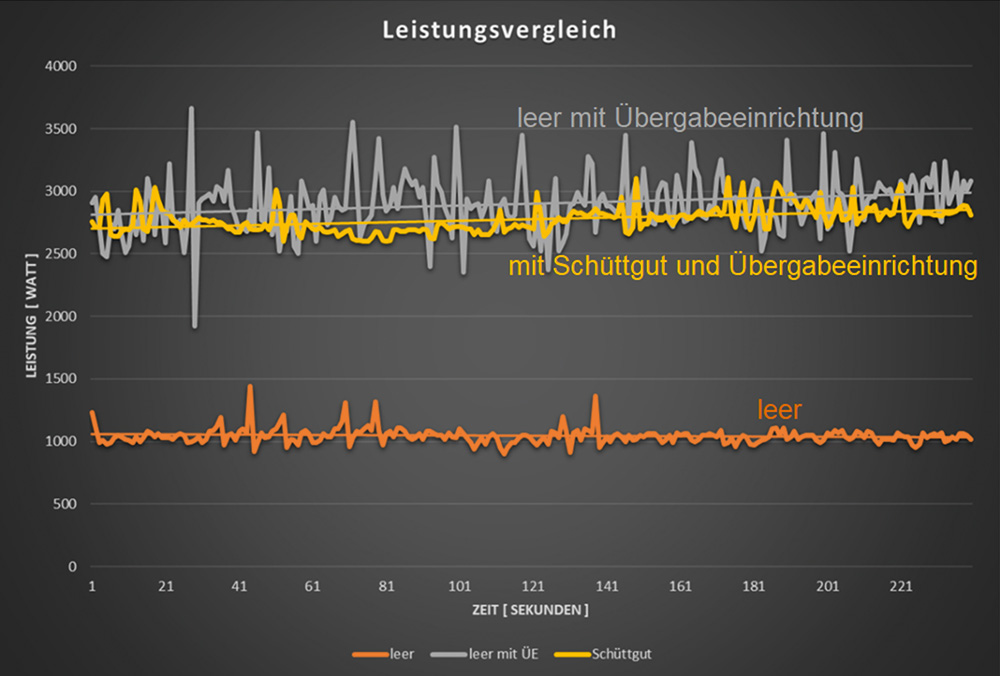
Fig. 11. Performance Measurement – mass flow 13 kg/s – conveying speed 1,5 m/s (3). // Bild 11. Leistungsmessung – Massenstrom 13 kg/s – Fördergeschwindigkeit 1,5 m/s (3).
At 1.5 m/s belt speed without bulk material and without chain system, the feeding belt requires an average power of approximately 1,045 W. The output increases to an average of approximately 2,898 W (without bulk material) if the dynamic transfer device is installed. The transfer system therefore requires a drive power of approximately 1,853 W. The power consumption of the feeding conveyor drops to approximately 2,775 W by feeding the bulk material with a mass flow of 13 kg/s. The required drive power amounts to approximately 123 W. The power requirement of the loaded feeding conveyor without a transfer device cannot be measured in the current system configuration. Exact statements about the actual power reduction by the transfer system can therefore not yet be made.
A transfer height of approximately 1,700 mm and an inclination of the chain transfer system of approximately 35° was chosen for all tests.
4 Summary and prospects
The first investigations have confirmed the function of the dynamic transfer device. Profiled pneumatic tires have proven to be particularly suitable for power transmission from the feeding belt via a friction wheel to the troughed chain system used. The positive effects on the energy requirement of the transfer device due to the downhill forces caused by the bulk material movement and the directed bulk material transfer could be confirmed by measurements. Energy recovery or low energy consumption is realistic with corresponding mass flows. It was possible to achieve a transfer with almost no loss of bulk material despite the geometrical boundary conditions of the conveying circuit and the actually unsuitable chain geometry available. The restrictions that arise due to the laboratory conditions are not relevant on an industrial scale. An optimal combination of belt and chain width and a suitable chain profile can avoid the functional restrictions.
The drive power of the feeding conveyor has to be increased from 2.2 kW to 4 kW for further upcoming laboratory tests. Hereby, tests with higher conveying speed and/or higher mass flow are possible. The maximum installable power for the existing system amounts to 4 kW. Furthermore, the soft middle bar currently is going to be removed and replaced by a harder rubber compound. This is intended to reduce the bulk material sticking. In order to determine the actual power requirement of the dynamic transfer device, the feeding belt with bulk material with corresponding mass flows and the same loading length must be examined with regard to power consumption after completion of the test series. Since the dismantling of the transfer device in the laboratory is relatively complex for reasons of space, these measurements are carried out at the end.
A test on an industrial scale is currently being prepared parallel to the laboratory tests. Here, the open questions regarding wear behavior, the necessary monitoring systems and energy recovery are answered in a long-term test.
Prospective, the new transfer system is to be used in the area of bulk goods that are critical to wear, such as blast furnace sinter, hot briquetted iron (HBI), iron ore, etc. The system is intended to significantly reduce both the bulk material wear and the system wear while at the same time reducing the total chute costs. Other advantages, such as dust reduction, “soft loading effect”, avoidance of chute blockages and breakthroughs on the feeding belt by critical bulk material particles should be implemented.
References/Quellenverzeichnis
References/Quellenverzeichnis
(1) Dünnwald, W.; Prenner, M. (2019): Patentnr. DE 10 2019 108 687 A1. Deutschland.
(2) Kogler, S. G. (2020): Schüttgutübergabeeinrichtung für kritische Randbedingungen. Masterarbeit, Leoben/Österreich.
(3) Lemberger, S. M. (2020): Optimierung der dynamischen Schüttgutübergabeeinrichtung “FlowScrape”. Bachelorarbeit, Leoben/Österreich.
(4) Swinderman, R. T.; Goldbeck, L. J.; Marit, A. D. (2002): Foundations of the Practical Resource for Total Dust and Material Control. Neponset, Illinois/USA. Martin Engineering ISBN 0-9717121-0-7.