Successful process control during the extraction process, as well as the enrichment process of primary raw materials, requires the sensor-based determination of the material composition. Typical technologies, which have been utilized successfully in the mining industry, make use of the electromagnetic spectrum, e. g. XRF, LIBS, NIR, etc. These technologies are usually integrated into the respective process by either establishing a bypass of the main mass stream, which is then measured, or directly along the main mass stream. These so-called inline processes are usually supported by traditional offline sampling techniques. However, state-of-the-art sensor technologies do not cover the determination of all mineral compositions in material streams. Based on test measurements in a laboratory scale two more technologies feasible for the inline-characterization of bulk material flows could be identified: first, the acoustic emission (AE) technology and second, thermal imaging based on long-wavelength infrared emissions. Based on characteristic values generated from the respective raw emission signals it is possible to utilize machine learning algorithms, which could in turn detect recurring signal patterns according to the material composition of the bulk material. Machine learning algorithms usually make use of given data sets from similar use cases in order to generate a so-called prediction model. Based on this, the algorithms are able to allocate different characteristic values to specific classes – in this case different types of material – within the bulk material flow.
1 Introduction
The implementation of innovative technologies into existing processes within the raw materials industry can lead to an increased economic value of production plants currently in use. Especially the aspects of sustainability and economic viability are crucial for the development of a transparent process, which visualizes costs, production rate as well as the condition of the monitored operation. This required transparency can be achieved by the utilization of information generated by modern sensor technologies. Within the last years, the mining industry has faced the necessity to increase the rate of automation in all given extraction as well as purification processes. However, in order to realize this, it is necessary to extract as much information out of the processes as possible, including the material composition of the run-of-mine material. Integrated sensor-based technologies capable of determining the material composition of the mine face or of the already extracted material, respectively, can lead to much higher recovery rates since the enrichment process can be adapted to the material composition. Sustainability and profitability can specifically be increased through a transparent process that monitors and visualizes operational costs, product qualities as well as the conditions of the plant.
The Institute for Advanced Mining Technologies (AMT) at Rheinisch-Westfälische Technische Hochschule (RWTH) Aachen University, Aachen/Germany, has been working on the development of innovative methods for the characterization of material streams for many years now. Two of the most promising techniques include thermal imaging (TI) based on long-wavelength infrared radiation and the detection of high-frequent vibrations with the acoustic emission technology (AE). In both cases, the AMT has been developing customized evaluation algorithms based on data analysis of the raw signals, which can be used for machine learning. This paper will give an overview of TI and AE and will briefly explain the fundamentals of machine learning processes. It will conclude with the potential of machine learning in mining applications.
2 Technologies
2.1 Overview and state of the art of the acoustic technology
The utilization of AE technology has its origin in the non-destructive quality control of functional materials. AE signals are released when external overloading results in structural changes of the material, e. g. by crack initiation, crack propagation and crack unification, but also by erosion, cavitation, impact, electrical discharge and friction (1, 2). The AE consists of a very small amount of energy which is released within a very short time range (µs). Thus, the detection needs to be aided with a device capable of sampling within the MHz range (3).
Due to its capabilities and its technological progress, the AE technology has been utilized in numerous areas of application within the last decades. State-of-the-art applications include the sectors of mechanical engineering, electrical engineering and material science, but also medical engineering. For the mining industry, applications of AE technology have mostly been focused on the determination of particle sizes within a homogenous material flow (4). In the past, the AMT has identified fields of application for AE in cutting based extraction (5) and material flow analysis (6), but also for the evaluation of fatigue tests (6) and for monitoring oscillating bearings (7).
2.2 Signal analysis of AE at the AMT
Based on the different applications, the AMT has developed and established different methods for the evaluation of AE raw data:
- Evaluation based on statistical parameters;
- signal shape-based event detection and event counting;
- evaluation of individual AE events;
- frequency analysis; and
- classification based on machine learning.
The evaluation based on statistical parameters uses “classical” characteristic values, e. g. root mean square, maximum or crest factor, generated over time intervals of the given signals. The characteristic values between the corresponding time intervals are compared to each other to evaluate different test setups. The signal shape-based burst detection on the other hand allows for the possibility to compare different test configurations with each other, given that the main conditions remain the same. Bursts are defined as clearly distinctive AE events with a start and finish point within the signal. A static threshold can be used for defining whether a transient event is a burst or not. More complex algorithms can increase the accuracy as well as the reliability of the evaluation. Computing statistical characteristics of these bursts allows for an individual evaluation and comparison to each other. Finally, also the frequency analysis of raw signals can result in a successful evaluation. All methods combined form the basis for pattern recognition based on machine learning.
2.3 Fundamentals of thermal imaging (TI with infrared-based cameras
TI is a commonly used imaging method for the determination of temperature ranges on the surfaces of objects. Due to its capabilities it is applied for the thermal monitoring in numerous industrial sectors, such as machine and plant engineering as well as in the mining industry. TI is based on the phenomenon that each body with a temperate above absolute zero emits electromagnetic radiation. This radiation can be detected with the help of bolometric sensors, which absorb the energy of the radiation and heat up. Thermal bridges aided by a temperature-dependent electric resistor enable the measurement of the heat flux (8). To enable imaging processes, bolometric sensor arrays are used, which have a wavelength range starting at 5 µm. These sensors do not require active cooling and can generate images with spectral resolutions in the range of high-definition images (1,920 x 1,080 pixels). However, since a spectral resolution of 640 x 512 pixels is sufficient for most applications, most manufacturers provide cameras with this resolution.
The radiation density at the bolometric sensor array is ultimately the measured variable in thermal cameras, which is dependent on the absolute temperature of the emitting body, its surface roughness, the material composition and the distance between the body and the sensor as well as the absorption characteristics of the ambient air/medium. Except the temperature of the emitting body, all these factors combined form the emission coefficient, which can be used for determining the absolute temperature of a body (9).
2.4 Thermal imaging application at the AMT
Since thermal cameras are capable of visualizing the emission intensities of bodies, it is possible to apply thermal imaging for applications in which the determination of the absolute temperature is not necessary; however an imaging technique is required. Thermal cameras are less susceptible to dust and aerosols and enable the transmission of the thermal emissions. Therefore, they fully meet the requirements for the application in a mining process. The information generated out of videos or video streams directly indicates to the emission intensity of the object, thus enabling the evaluation of different properties of the emitting body, such as temperature, material or surface properties of machine parts, a whole plant or single material streams.
The AMT has been working on numerous applications of thermal imaging in the mining industry:
- Identification of material changes along the mine face with regards to hard coal and waste rock;
- belt skew monitoring for the targeted control of the material feeding unit;
- detection of power cables in open pit mines for the visual warning of the machine operators;
- detection of bearing failures at belt conveyors for early warning;
- detection of fire pockets in bulks for early warning;
- image-based control of mixing procedures; and
- material identification of mass flows on conveyor belts by classifying different material groups.
Especially the material detection and the corresponding material classification are based on characteristic values. Up to 25 characteristic values of the thermal images are used to evaluate the image textures, which in turn are made available as input variables for a classification process.
3 Fundamentals in pattern recognition by machine learning
Regarding machine learning, common literature discerns between supervised and unsupervised methods (10). One option in supervised learning is classification, which combines different input and output values into specific classes. The corresponding algorithm determines the correlations between the different properties (features) of the respective input variables and their known initial values (labels).
The result is a prediction model describing the functional relation between the features and the labels. This prediction model is fed with representative data, which is partitioned into training data and validation data as input for the machine learning algorithm. The prediction model is formed based on training data with known labels. Subsequently, the validation data with known labels is used to validate the effectivity of the model. A comparison between matches in predicted label and actual label allow for the evaluation of the used model. In case the prediction model needs to be improved, the model building process is repeated until the results fit the requirements. For each iteration of the training process, the partitioning of the data into training and validation data changes (11).
4 Application examples
To prove the aforementioned methodical approaches feasible for mining applications, AMT developed a test rig for measuring the material flow on a conveyor belt. As reference material both artificial material mixtures were used, e. g. wood pellets vs. steel nuts, as well as realistic material combinations, e. g. gypsum/anhydrite or hard coal/waste rock, so that the discernibility of different material groups based on characteristic values could be validated. As a result the acoustic emission technology feasible for discerning different materials with a maximum particle size of 40 mm on a laboratory conveyor belt was proved.
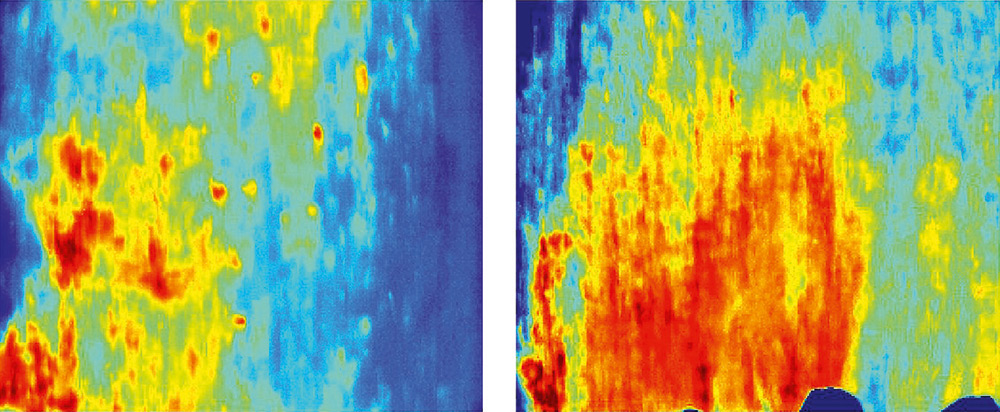
Fig. 1. TI image of a to dry material flow (left) und TI image of a to wet material flow (right). // Bild 1. IR-Bild eines zu trockenen Stoffstrom (links) und IR-Bild eines zu feuchten Stoffstroms (rechts). Source/Quelle: RWTH
Furthermore, TI feasible for the determination of the moisture content of a material flow in industrial scale could be proved. A prototype system was developed that was installed above a conveyor belt after a pelletizing plate. The system proved being capable of aiding the automated addition of water into the pelletizer. Characteristic values clearly show that the material texture on the thermal images and the moisture content correlate with each other (Figure 1). Hence, it could be proved that the thermal camera system along with suitable image processing is feasible for determining the moisture content of a material flow consisting of water and ash. Furthermore, it was showed that the results from machine learning can be integrated into an automated control circuit. The main strength of the system is the possibility to achieve an automated and optimal moisture content of the material, independent from the qualities of the feed material (8).
Apart from the applications, in which AE and TI separately were used, AMT was also able to combine both technologies and use their respective strengths in two separate field tests. The first field test was conducted in an open pit lignite mine to characterize the different types of granular soil. For that purpose acoustic emission sensors were installed at the transfer points and at the chutes along the conveyor belt as well as a thermal camera over the conveyor belt behind the bucket wheel of a bucket wheel excavator. In both cases the evaluation algorithms were capable of correct predictions with a reliability of 80 %. Future improvements of the machine learning algorithms will enable even more reliable predictions for the given application.
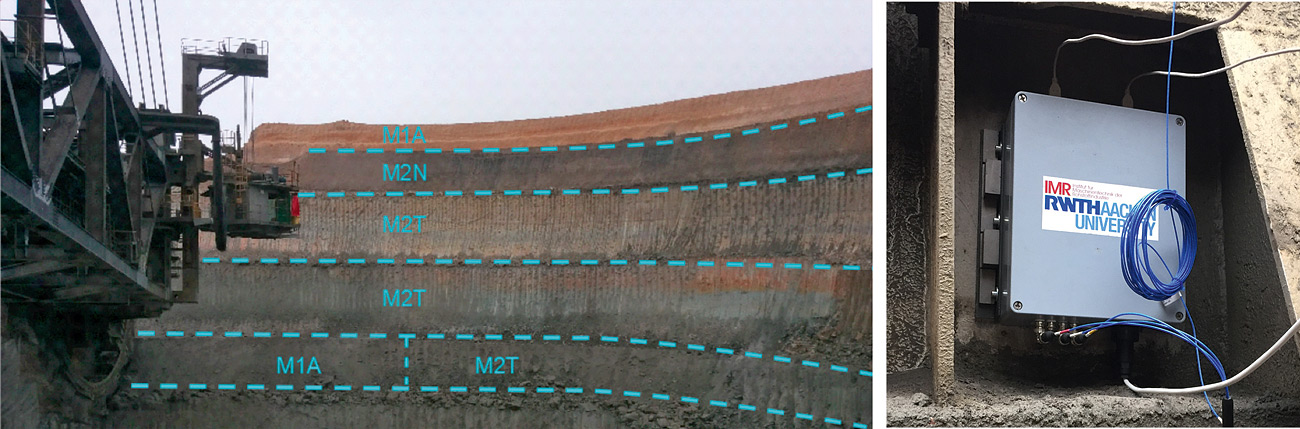
Fig. 2. Field test in an open pit lignite mine to characterize the different types of granular soil: cutting system (left), acoustic-emission-sensor system (right). // Bild 2. Feldversuch im Braunkohlentagebau zur Unterscheidung von Lockergesteinsarten: Schnittmuster (links), Acoustic-Emission-Sensorsystem (rechts). Photos/Fotos: RWTH
The second combined field test was conducted in a limestone quarry which contains undesirable flint stone. Similar to the other applications, the aim was to monitor the transfer points along the conveyor belts with the acoustic emission technology as well as monitor a specific area of the conveyor belts with thermal cameras. Again, it could be proved that both technologies have a high potential for discerning the undesired flint stone from the limestone within a mass flow. Thus, future efforts will focus on the further development of the corresponding machine learning algorithms for an even more increased efficiency of the technologies.
5 Conclusion and Outlook
Both technologies, AMT and TI, showed great potential for the characterization of material flows within the conducted lab and field tests. Depending on the application and the applicability of the sensor systems in the operation, both technologies have great potential in the raw materials industry. Further laboratory tests will be conducted to carry out future feasibility studies with new materials, such as gypsum and anhydrite.
One major goal at the AMT will be the development of novel, reliable and cost-effective procedures to characterize material properties in bulk material flows integrated in processing plants. The integration of AE technology and thermal cameras into robust sensor systems for the operation in ruggedized atmospheres is one of the main future goals of the AMT. In the longer term, it strives for the realization of integrated real-time capable measurement systems for the inline analysis of bulk material flows in processing plants.
References
References
(1) Kaiser, J.: Untersuchungen über das Auftreten von Geräuschen bei Zugversuchen, Dissertation, München, 1950.
(2) Seruby, C. B.: An Introduction to Acoustic Emission. In: Journal of Physics, 1987.
(3) Ziehl, P.: Acoustic Emission for Civil Structures. In: Acoustic Emission, 2012, S. 199 – 216.
(4) Tudeshki, H.; Hertel, H.: Acoustic based granulometric analysis. In: Tagungsband Sensor-Based Sorting, GDMB-Heft 128, Aachen, 2012.
(5) Philipp, M.; Vraetz, T.; Bartnitzki, T.: Acoustic fingerprint on rock cutting machinery. World of mining Surface & Underground 69 (2), 2017, S. 89 – 97.
(6) Vraetz, T.; Boos, F. D.; Röllinger, D.; Bernet, C.; Büschgens, C.; Baltes, R.; Nienhaus, K.: Potentials and applications of the acoustic emission technology in mining and heavy machinery. In: Tagungsband AKIDA 2016, Aachen, 2016, S. 119 – 130.
(7) Vraetz, T.; Boos, F. D.; Baltes, R.; Nienhaus, K.; Schropp, C.; Neubert, K.; Knapp, H.; Wotruba, H.: Material Stream Characterization with Acoustic Emission Technology. In: 7th Sensor-Based Sorting & Control, Aachen, 2016, pp 259 – 269.
(8) Berg, J.; Baltes, R.: Einsatzmöglichkeiten von langwelligen Infra-rotkameras in rauen Umgebungen. In: Thermographie-Kolloquium, Stuttgart, 2015.
(9) Vollmer, M.: Infrared thermal imaging. Wiley-VCH, Weinheim, 2010.
(10) Bishop, C. M.: Pattern Recognition and Machine Learning, Springer-Verlag New York Inc., New York City/USA, 2006.