Die Prozesskontrolle beim Abbau von Primärrohstoffen und den nachgeschalteten Aufbereitungsprozessen erfordert eine sensorische Erfassung der Stoffstromzusammensetzung. Bei der Förderung mineralischer Rohstoffe haben sich dazu u. a. elektromagnetische Verfahren wie XRF, LIBS, IR, etc. etabliert. Repräsentative Probenahmen ergänzen diese Online-Verfahren um eine stichprobenartige Offline-Laboranalyse. Die Prozesskontrolle mittels etablierter Verfahren konnte jedoch noch nicht für jede Art von Stoffströmen realisiert werden. Auf Basis der Ergebnisse von Voruntersuchungen im Technikumsmaßstab konnten die Acoustic-Emission-Technologie (AE) sowie die Infrarot-Thermographie (IR) als praktikable und kontinuierliche Methoden zur Online-Charakterisierung von Schüttgütern identifiziert werden. Auf Basis von Kennwerten aus den Rohsignalen (AE) sowie Bildern (IR) wurden Methoden des maschinellen Lernens angewendet und evaluiert, um über die Wiedererkennung in Signalmustern entsprechend der Stoffstromzusammensetzung eine Charakterisierung durchzuführen. Beim maschinellen Lernen werden je nach Anwendungsfall Beispieldatensätze aus repräsentativen Stichproben verwendet, um ein sogenanntes Lernmodell zu erstellen bzw. zu trainieren. Dabei können unterschiedliche Muster in den Daten/Kennwerten spezifischen Zielwerten (Materialklassen) zugeordnet und darauf basierend eine Klassifizierung unterschiedlicher Stoffstromzusammensetzungen vorgenommen werden.
1 Einleitung
Die Implementierung innovativer Technologien kann in einer Steigerung der Wettbewerbsfähigkeit und Wirtschaftlichkeit von rohstoffproduzierenden wie auch verarbeitenden Betrieben resultieren. Von besonderem Interesse im Hinblick auf Nachhaltigkeit und Wirtschaftlichkeit ist hierbei ein möglichst transparenter Prozess, der anfallende Kosten, Produktqualitäten und den Zustand der Anlage visualisiert. Ermöglicht wird diese Transparenz u. a. durch den Einsatz von Sensoren und Messsystemen. Durch die Applikation geeigneter Sensorsysteme können unterschiedliche Prozessparameter online ermittelt und daraus Steuer- und Regelgrößen abgeleitet werden. Wie in fast allen Industriezweigen besteht auch in der Rohstoffindustrie das Bestreben nach steigender Automatisierung. Eine Voraussetzung für ein zunehmendes Maß an Automatisierung ist es, möglichst viele Prozessinformationen – dazu zählt auch die Zusammensetzung eines Stoffstroms – aus den sensorisch erfassbaren Daten zu extrahieren. Das kontinuierliche Wissen über das geförderte Rohmaterial kann die Nutzung vorhandener Ressourcen verbessern, da gewonnenes Material gezielter Aufbereitungsprozessen zugeführt werden kann.
Am Institut Advanced Mining Technologies (AMT) der Rheinisch-Westfälischen Technischen Hochschule (RWTH) Aachen wurden in der Vergangenheit innovative Verfahren zur Erfassung von Stoffstromeigenschaften in Förderprozessen entwickelt. Als Werkzeuge dienen dabei Bilder aus der Infrarot-Thermographie (IR) sowie hochfrequente Schwingungssignale (Acoustic Emission – AE). Die am AMT entwickelten Verfahren basieren auf der Datenanalyse von unterschiedlichen Algorithmen des maschinellen Lernens. Innerhalb dieser Veröffentlichung werden die Grundlagen der eingesetzten Technologien, eine kurze Einführung zur Vorgehensweise beim maschinellen Lernen sowie bereits durchgeführte Machbarkeitsstudien beschrieben. Abschließend erfolgt darauf aufbauend ein Ausblick auf potentielle weitere Anwendungsfälle im Bereich des Rohstoff-Sektors.
2 Technologien
2.1 Übersicht und Stand der Technik zur Acoustic Emission Technolgie
Bei der AE-Technologie handelt es sich um ein Verfahren, welches seinen Ursprung in der zerstörungsfreien Materialprüfung hat. AE-Signale entstehen bei der Veränderung des Metallgefüges infolge von äußeren Belastungen. Ursachen können Schadensmechanismen wie Rissinitiierung, Risswachstum, Rissvereinigung oder auch Erosion, Kavitation, Stoßvorgänge, elektrische Entladungen und Reibung sein (1, 2). Bei der Entstehung eines solchen Signals wird in kurzer Zeit eine geringe Energiemenge freigesetzt. Die Dauer der Freisetzung liegt im µs-Bereich, sodass eine Abtastung im MHz-Bereich erforderlich ist (3).
Die AE-Technologie kommt in einer Reihe unterschiedlicher Disziplinen zum Einsatz und hat sich in den vergangenen Jahrzehnten kontinuierlich weiterentwickelt. Anwendungsfelder finden sich heutzutage im Bereich der Elektrotechnik, des Maschinenbaus, der Werkstoffwissenschaften, aber auch in der Medizintechnik. Im Bereich der Rohstoffproduktion ist die Verwendung der AE-Technologie zur Betrachtung von Stoffströmen ebenfalls nicht gänzlich neu. Bisherige Anwendungen beschränken sich jedoch zumeist auf die Betrachtung der Korngrößenverteilung von vergleichsweise homogenen Stoffströmen oder Proben (4). Am AMT konnten in der Vergangenheit Anwendungsfälle in der schneidenden Gewinnung (5), der Bewertung von Dauerschwingversuchen (6), zur Diagnose und Instandhaltung von oszillierenden Kugellagern (6) sowie zur Stoffstromcharakterisierung identifiziert werden (7).
2.2 Acoustic Emission-Signalanalyse am AMT
Am AMT haben sich aus verschiedenen Anwendungsfällen unterschiedliche Methoden zur Bewertung von AE-Rohdaten etabliert. Bei der grundlegenden Analyse der Rohdaten können die Methoden wie folgt kategorisiert werden:
- Auswertung mittels statistischer Parameter,
- signalformbasierte Ereigniserkennung und -zählung,
- Bewertung einzelner AE-Ereignisse,
- Frequenzanalyse und
- Klassifizierung mittels Methoden des maschinellen Lernens.
Bei der Bewertung durch statistische Parameter werden „klassische“ Kennwerte, z. B. RMS, Maximum, Crest-Faktor etc., intervallweise über der Zeit gebildet und innerhalb einer Versuchsreihe miteinander verglichen. Die Erkennung und Zählung charakteristischer AE-Ereignisse (Bursts) lässt eine Bewertung verschiedener Versuchskonfigurationen zu. Bursts zeichnen sich durch einen definierten Start- und Endpunkt aus. Eine verhältnismäßig einfache Möglichkeit, transiente Ereignisse im Signal zu detektieren, kann durch die Verwendung eines statischen Grenzwerts realisiert werden. Neben dieser Methodik erhöhen komplexere Algorithmen die Zuverlässigkeit und Genauigkeit, indem der charakteristische Verlauf eines transienten Ereignisses zur Detektion ausgenutzt wird. Nach der erfolgreichen Erkennung einzelner Ereignisse können diese mittels statistischer Parameter nochmals getrennt bewertet und miteinander verglichen werden. Schlussendlich liefert auch eine Frequenzanalyse Informationen über den Inhalt eines Rohsignals. Alle Informationen aus einem Rohsignal zusammengenommen bilden die Basis für die Mustererkennung mittels maschinellen Lernens.
2.3 Grundlagen der Infrarot-Thermographie (IR)
IR ist ein etabliertes bildgebendes Verfahren zur flächenhaften Temperaturmessung von Objekten. Sie wird zur Inspektion von Maschinen und Anlagen in verschiedenen Industriezweigen, so auch im Bergbau, eingesetzt. Das zugrunde liegende Prinzip basiert darauf, dass jeder Körper, dessen Temperatur höher als 0 K ist, in Abhängigkeit von seiner Temperatur elektromagnetische Strahlung emittiert. Diese Strahlung wird mittels bolometrischer Sensoren erfasst, die sich durch Absorption der elektromagnetischen Strahlung erwärmen. Durch Abführung der Wärme des Sensorelements über eine Wärmebrücke mit kalibriertem, temperaturabhängigem, elektrischem Widerstand wird ein zum Wärmestrom korrelierendes elektrisches Signal messbar (8). Für die bildgebenden Verfahren kommen hochintegrierte bolometrische Sensor Arrays für Wellenlängenbereiche über 5 µm zum Einsatz. Diese arbeiten ohne aufwendige aktive Kühlung und ermöglichen Bildauflösungen bis in HD-Video-Bereiche (1.920 x 1.080 Pixel). In vielen Anwendungen reicht jedoch eine Auflösung von 640 x 512 Pixel aus, sodass in diesem Bereich eine Vielzahl von IR-Kamerasystemen angeboten wird.
Die Strahlungsdichte am bolometrischen Sensor Array ist letztlich die bestimmbare Messgröße. Diese hängt von der absoluten Temperatur des emittierenden Körpers, seiner Oberflächenbeschaffenheit, seiner Materialzusammensetzung und dem Abstand zum Körper sowie der Absorptionseigenschaft des Mediums zwischen Strahlungsquelle und Sensor ab. Bei Anwendungsfällen, in denen eine Temperaturmessung die relevante Aufgabenstellung ist, werden Körpereigenschaften wie Material und Oberflächenbeschaffenheit sowie Einflüsse des Mediums zwischen Körper und Kamera zum sogenannten Emissionskoeffizienten zusammengefasst. Ist dieser bekannt, lässt sich die Temperatur eines Körpers mit Hilfe der Strahlungsintensität bestimmen (9).
2.4 Infrarot-Thermographie am AMT
Da IR-Kameras die Strahlungsintensität messtechnisch erfassbar machen, kann diese Technologie auch in Anwendungsfällen zum Einsatz kommen, in denen eine Temperaturmessung nicht benötigt, aber ein bildgebendes Verfahren sinnvoll ist. Ist bei der Automatisierung von Bergbaumaschinen ein bildgebendes Verfahren gewünscht, so eignen sich IR-Kameras, da diese in der Bildgebung unempfindlicher gegenüber Staub und anderen Aerosolen in der Luft reagieren als Kameras, die im sichtbaren Wellenlängenbereich arbeiten. Genau darin liegt der wesentliche Vorteil der Nutzung der IR-Strahlung, da diese aufgrund der 10- bis 100-mal größeren Wellenlänge gegenüber dem sichtbaren Licht deutlich weniger von Aerosolen im Medium zwischen Strahlungsquelle (abzubildender Körper) und Strahlungssenke (Kamera) beeinflusst wird. Somit können Bilder bzw. Videos und Video-Streams in staubhaltigen Atmosphären gemacht und durch rechnergestützte Bildverarbeitung Informationen aus diesem Datenstrom gewonnen werden, die im Zusammenhang mit der Strahlungsintensität stehen. Insbesondere lassen sich somit flächenhaft unterschiedliche Ausprägungen der Eigenschaften Temperatur, Material und Oberflächenbeschaffenheit einer Maschine, Anlage oder eines Massenstroms unterscheiden. Diese lassen sich über rechnergestützte Verfahren automatisiert bewerten und für Steuerungs- und Regelungsaufgaben nutzen.
In verschiedenen Forschungs- und Entwicklungsprojekten, vor allem in Bergbaubetrieben, wird diese Technologie seitens des AMT praktisch eingesetzt. Bisherige Aufgabenstellungen waren dabei:
- Unterscheidung des Verlaufs von Gesteinsformationen am Beispiel Kohle und Nebengestein,
- Schieflauferkennung von Bandanlagen und darauf basierende Steuerung des Materialaufgabepunkts auf dem Band,
- Erkennung von Energiekabeln im Tagebau und visuelle Warnung eines Maschinenführers,
- Erkennung von Lagerschäden bei Bandanlagen und Warnung,
- Erkennung von Glutnestern und darauf basierte Alarmmeldung,
- Regelung von Mischprozessen über eine bildbasierte Bewertung des Stoffstroms und
- Materialerkennung bei Massenströmen und deren automatische Einordnung in unterschiedliche Materialklassen mittels maschinellen Lernens.
Insbesondere die Aufgabenstellung der Materialerkennung und Einordnung in Materialklassen erfolgt kennwertbasiert. Die mittels IR-Kamera aufgenommenen Intensitätsbilder werden dabei auf Kennwerte – je nach Anwendung bis zu 25 verschiedene – reduziert und stehen als Eingangsgrößen für eine nachgelagerte Mustererkennung bereit.
3 Einführung in die Mustererkennung durch maschinelles Lernen
Die Literatur unterscheidet beim maschinellen Lernen (machine learning) zwischen überwachten (supervised) und unüberwachten (unsupervised) Methoden (10). Als Unterform des überwachten maschinellen Lernens stellt die Klassifizierung eine Methode dar, bei der verschiedene Kombinationen von Eingabe- und Ergebnisdaten in Klassen zusammengefasst werden. Der entsprechende Algorithmus ermittelt den funktionalen Zusammenhang zwischen den Merkmalen (diskrete und kontinuierliche Kenngrößen) der Eingangsdaten und den dazugehörigen bekannten Ausgangswerten (Labels).
Das Ergebnis ist ein mathematisches Vorhersagemodell, das den funktionalen Zusammenhang zwischen den jeweiligen Daten beschreibt. Zur Bildung des Modells werden repräsentative, modellbildende Daten verwendet. Partitioniert werden die modellbildenden Daten in Trainings- und Validierungsdaten. Die Bildung des Vorhersagemodells erfolgt durch die Nutzung der Trainingsdaten, bei denen die den Merkmalen zugehörigen Labels einzelner Klassen bekannt sind. Zur Überprüfung des erstellten Modells werden anschließend die Validierungsdaten in das Modell gespeist, bei denen das Vorhersageergebnis ebenfalls bekannt ist. Durch den Vergleich der Übereinstimmung zwischen Vorhersage und tatsächlichem Ergebnis kann das Vorhersagemodell abschließend bewertet werden. Zur Verbesserung des Vorhersagemodells wird dieser Vorgang bei der Modellbildung mehrmals wiederholt. Die Partition der modellbildenden Daten variiert dabei in den jeweiligen Wiederholungen (11).
4 Anwendungsbeispiele
Die beschriebenen methodischen Ansätze wurden innerhalb von Versuchen im Technikumsmaßstab untersucht und entwickelt. Neben der Untersuchung von Referenzstoffströmen aus künstlichen Materialmischungen (Holzpellets/Stahlmuttern) wurde anhand von realitätsnahen Rohstoffkombinationen, z. B. Gips/Anhydrit und Kohle/Nebengestein, überprüft, ob eine Unterscheidung basierend auf den verschiedenen Kennwertberechnungsverfahren möglich erscheint. Zusammenfassend sei an dieser Stelle angemerkt, dass eine Unterscheidung unterschiedlicher Materialzusammensetzungen im Technikumsmaßstab (Korngröße bis ca. 40 mm) eindeutig möglich war.
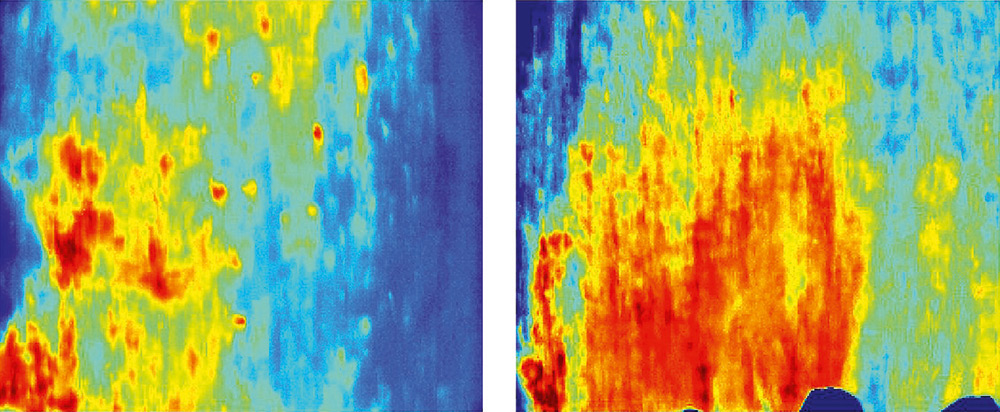
Fig. 1. TI image of a to dry material flow (left) und TI image of a to wet material flow (right). // Bild 1. IR-Bild eines zu trockenen Stoffstrom (links) und IR-Bild eines zu feuchten Stoffstroms (rechts). Source/Quelle: RWTH
Im Rahmen eines Projekts wurde die Online-Analyse zur Bestimmung des Anfeuchtungszustands eines Stoffstroms bis zur Prototypenreife realisiert. Im konkreten Anwendungsfall geht es um die automatisierte Bestimmung des Mischverhältnisses von Wasser und Asche sowie eine daraus abgeleitete Regelung der Wasserzugabe. Der Stoffstrom wird nach der Mischung mittels Bandanlage abtransportiert. Über dem ausgehenden Förderband ist eine IR-Kamera installiert, die zur texturbasierten Kennwertbestimmung genutzt wird. Zwischen dem Anfeuchtungsgrad und den Textureigenschaften der aufgenommen IR-Bilder besteht eine Korrelation (Bild 1). Somit kann das IR-System den Anfeuchtungsgrad erfassen und diesen als Messwert in einem geschlossenen Regelkreis nutzen. Der wesentliche Vorteil dieses Verfahrens besteht darin, dass unabhängig vom anzufeuchtenden Material, welches in unterschiedlichsten Qualitäten auftreten kann, automatisiert ein optimaler Anfeuchtungsgrad erreicht wird (8).
Zusätzlich konnte innerhalb zweier Machbarkeitsstudien in Form von Feldversuchen nachgewiesen werden, dass sich die genannten Technologien für die Charakterisierung von Stoffströmen bei der Gewinnung von Rohstoffen eignen. Innerhalb eines ersten Feldversuchs im Braunkohlentagebau wurde die Charakterisierung unterschiedlicher Lockergesteinsarten untersucht (Bild 2). Dazu wurden an Bandübergaben und Schurren eines Schaufelradbaggers Acoustic-Emission-Sensoren appliziert. Zudem wurde oberhalb eines Förderbands hinter dem Schaufelrad eine IR-Kamera montiert. Die Auswertungen beider Verfahren lieferten für die Vorhersagen eine Zuverlässigkeit von ca. 80 %. Zukünftige Optimierungen hinsichtlich der Sensorpositionen sowie die Erweiterung und Verbesserung des Analyseverfahrens weisen auf eine verbesserte Aussage für zukünftige Anwendungsfälle in diesem Bereich hin.
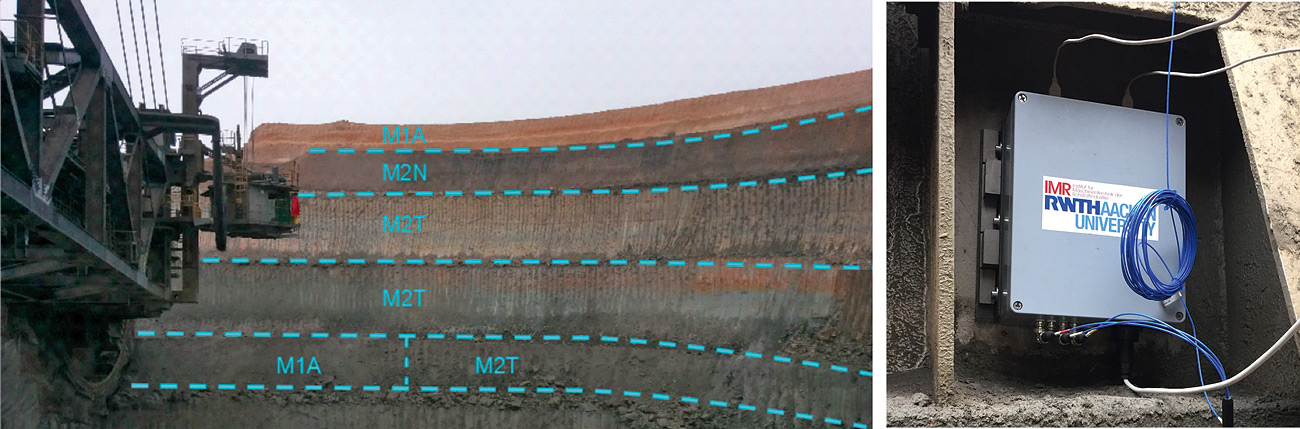
Fig. 2. Field test in an open pit lignite mine to characterize the different types of granular soil: cutting system (left), acoustic-emission-sensor system (right). // Bild 2. Feldversuch im Braunkohlentagebau zur Unterscheidung von Lockergesteinsarten: Schnittmuster (links), Acoustic-Emission-Sensorsystem (rechts). Photos/Fotos: RWTH
Ein weiterer Feldversuch wurde in einem Steinbruch zur Detektion von flinthaltigen Kalksteinstoffströmen durchgeführt. Innerhalb dieses Anwendungsfalls wurden mehrere Bandübergaben innerhalb der Förderung mit Acoustic-Emission-Laborsystemen ausgerüstet. Analog zum Versuch im Tagebau wurde ergänzend eine IR-Kamera oberhalb eines Transportbands appliziert. Die Auswertungen innerhalb dieser Machbarkeitsstudie zeigten großes Potential hinsichtlich der Charakterisierung von flinthaltigen Stoffströmen unter Zuhilfenahme oben genannter Technologien. Eine Fortführung der Untersuchungen sowie die Weiterentwicklung der Datenanalyse werden in diesem Anwendungsfall derzeit umgesetzt.
5 Fazit und Ausblick
Nach derzeitigem Stand der Entwicklung und basierend auf den Technikums- sowie Feldversuchen eignen sich beide Technologien für die Charakterisierung von Stoffströmen. Abhängig vom jeweiligen Anwendungsfall und den Applikationsmöglichkeiten der Sensorsysteme im Produktionsbetrieb bestehen für beide Technologien Einsatzmöglichkeiten in realen Umgebungen der Bergbauindustrie. Ergänzend werden am AMT zukünftig weitere Anwendungsfälle im Fokus der Forschungsarbeiten evaluiert. Konkret werden in naher Zukunft weitere Untersuchungen zur Unterscheidung von Gips- und Anhydritstoffströmen innerhalb eines Forschungsprojekts angestrebt.
Ein Ziel am AMT ist die Entwicklung von neuartigen, schnellen, kostengünstigen und zuverlässigen Verfahren zur Materialstromcharakterisierung in Produktions- und Aufbereitungsanlagen der Rohstoffindustrie. Die Integration der Verfahren in robuste Sensorsysteme soll mittelfristig weiter untersucht und vorangetrieben werden. Langfristig sollen Echtzeit-Messsysteme zur Online-Analyse von Stoffströmen in den Gewinnungs- und Aufbereitungsprozess integriert werden.
Quellenverzeichnis
Quellenverzeichnis
(1) Kaiser, J.: Untersuchungen über das Auftreten von Geräuschen bei Zugversuchen, Dissertation, München, 1950.
(2) Seruby, C. B.: An Introduction to Acoustic Emission. In: Journal of Physics, 1987.
(3) Ziehl, P.: Acoustic Emission for Civil Structures. In: Acoustic Emission, 2012, S. 199 – 216.
(4) Tudeshki, H.; Hertel, H.: Acoustic based granulometric analysis. In: Tagungsband Sensor-Based Sorting, GDMB-Heft 128, Aachen, 2012.
(5) Philipp, M.; Vraetz, T.; Bartnitzki, T.: Acoustic fingerprint on rock cutting machinery. World of mining Surface & Underground 69 (2), 2017, S. 89 – 97.
(6) Vraetz, T.; Boos, F. D.; Röllinger, D.; Bernet, C.; Büschgens, C.; Baltes, R.; Nienhaus, K.: Potentials and applications of the acoustic emission technology in mining and heavy machinery. In: Tagungsband AKIDA 2016, Aachen, 2016, S. 119 – 130.
(7) Vraetz, T.; Boos, F. D.; Baltes, R.; Nienhaus, K.; Schropp, C.; Neubert, K.; Knapp, H.; Wotruba, H.: Material Stream Characterization with Acoustic Emission Technology. In: 7th Sensor-Based Sorting & Control, Aachen, 2016, pp 259 – 269.
(8) Berg, J.; Baltes, R.: Einsatzmöglichkeiten von langwelligen Infra-rotkameras in rauen Umgebungen. In: Thermographie-Kolloquium, Stuttgart, 2015.
(9) Vollmer, M.: Infrared thermal imaging. Wiley-VCH, Weinheim, 2010.
(10) Bishop, C. M.: Pattern Recognition and Machine Learning, Springer-Verlag New York Inc., New York City/USA, 2006.
