Am Lehrstuhl für Bergbaukunde, Bergtechnik und Bergwirtschaft – Arbeitsgruppe Fördertechnik und Konstruktionslehre der Montanuniversität Leoben, Leoben/Österreich, in Kooperation mit den Unternehmen ScrapeTec Trading GmbH und ScrapeTec GmbH, Kamp-Lintfort, sowie Wanggo Gummitechnik GmbH, Linz/Österreich, wird derzeit ein alternatives dynamisches Übergabeschurrensystem entwickelt. Die genannten Probleme sollen durch den Einsatz der neuen Einrichtung stark reduziert bzw. vermieden werden.
1 Funktionsbeschreibung des alternativen Übergabeschurrensystems
Das System ist zum Patent angemeldet (DE 10 2019 108 687 A1, WO 2020/200724 A1) und besteht prinzipiell aus mindestens drei zu einer Muldung zusammengeführten umlaufenden Gummiketten ohne eigenen Antrieb. Die Ketten sind mit Tragrollen und Kettensternen ausgestattet, wobei die Kettensternachsen an einer Umlenkstelle kardanisch miteinander verbunden sind, um einen Gleichlauf zu garantieren. Das Kettensystem wird an einer Übergabestelle zwischen zwei Gurtbandförderern eingebaut und mittels eines Reibrads vom Aufgabeband angetrieben. Das System ist um eine Achse drehbar aufgehängt und stützt sich zusätzlich am Reibrad ab, welches wiederum das Aufgabeband kontaktiert. Das Kettensystem reduziert die Aufprallenergie der Schüttgutpartikel durch die Schrägstellung und übergibt das Schüttgut gerichtet auf das Aufgabeband. Der Schüttgut- sowie der Gurtverschleiß des Aufgabebands werden dadurch reduziert. Das Funktionsprinzip ist in Bild 1 dargestellt.
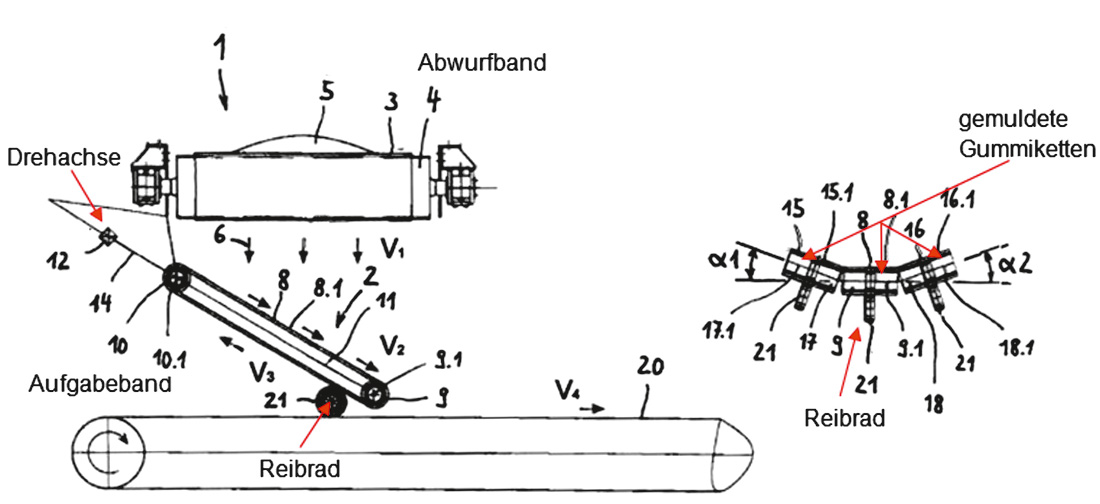
Fig. 1. Functional principle (1). // Bild 1. Funktionsprinzip (1).
Die Energieübertragung erfolgt über ein Reibrad, wobei die Übertragungsrichtung vom Massenstrom abhängig ist. Ist die Hangabtriebskraft, verursacht durch den Massenstrom an den Ketten, höher als der Bewegungswiderstand des Übergabesystems, wird Energie an das Aufgabeband übertragen. Eine Energierückgewinnung ist die Folge. Im umgekehrten Fall muss zusätzliche Energie aufgewendet werden, um das System durch das Aufgabeband anzutreiben. Durch die gerichtete Aufgabe des Schüttguts auf das Aufgabeband reduziert sich die aufgenommene Leistung des Aufgabebands, da das Schüttgut eine geringere Differenzgeschwindigkeit aufweist. Bei herkömmlichen Schurrensystemen ist der Verschleiß in den meisten Fällen örtlich konzentriert. Bei dem zur Anwendung kommenden Kettensystem verteilt sich der Verschleiß auf die gesamte Kettenoberfläche, die mit dem Schüttgut in Kontakt kommt. Durch diesen Effekt sind deutlich längere Standzeiten zu erwarten.
2 Konstruktiver Aufbau der Übergabeeinrichtung
Um das Funktionsprinzip der dynamischen Übergabeeinrichtung zu überprüfen, ist ein Prototyp am Lehrstuhl für Bergbaukunde, Bergtechnik und Bergwirtschaft – Arbeitsgruppe Fördertechnik und Konstruktionslehre der Montanuniversität Leoben, Leoben/Österreich, entwickelt und an einer Übergabestelle in einem lehrstuhleigenen Förderkreislauf eingebaut worden. Der Aufbau der Versuchsanlage ist aus Bild 2 ersichtlich.
Fig. 2. First prototype of the transfer device (2). Bild 2. Erster Prototyp der Übergabeeinrichtung (2).
Der zum Einsatz kommende Förderkreislauf verfügt über vier Gurtbandförderer mit einer Gurtbreite von 400 mm. Der Prototyp muss sich an die vorherrschenden Randbedingungen anpassen. Dies ist aber nur bedingt möglich, da die schmalste am Markt verfügbare Gummikettenbreite in der benötigten Länge eine Kettenbreite von 150 mm aufweist. Die Muldungsbreite des Kettensystems ist demnach größer als die Breite des Aufgabebands. Dies muss bei einem industriellen Einsatz vermieden werden, da ansonsten Teile des Schüttgutstroms nicht auf das Abzugsband aufgegeben werden können. Um dennoch eine Übergabe ohne Materialverlust zu realisieren, müssen zusätzliche Leitschurren für den Betrieb des Prototyps installiert werden, welche bei einem optimalen Gurt- zu Kettenbreitenverhältnis nicht benötigt werden. Zusätzlich bestehen Einschränkungen in der Profilgeometrie bei den verfügbaren Kettendimensionen. Um eine optimale Reibkraftübertragung zwischen der zentralen Kette und dem Reibrad zu garantieren, musste ein Mittelsteg aus Gummi durch Kaltvulkanisation auf die mittlere Kette aufgebracht werden (Bild 2 rechts). Eine durchgehende Lauffläche zur Kraftübertragung vom Reibrad auf die Gummikette konnte dadurch realisiert werden.
Ein weiterer Nachteil, der durch die ungünstig profilierte mittlere Kette auftritt, ist eine eingeschränkte Abdichtungsmöglichkeit zwischen den einzelnen Kettensträngen. Dies gilt speziell für trockenes, feinkörniges und rieselfähiges Schüttgut. Beim eingesetzten Prototyp kann die Längsabdichtung zwischen den einzelnen Kettensträngen auf zwei Arten ausgeführt werden. Eine Möglichkeit ist das Aneinanderpressen der einzelnen Kettenlängskanten und die zweite das Überdecken der seitlichen Ketten über die Mittelkette (Bild 3).
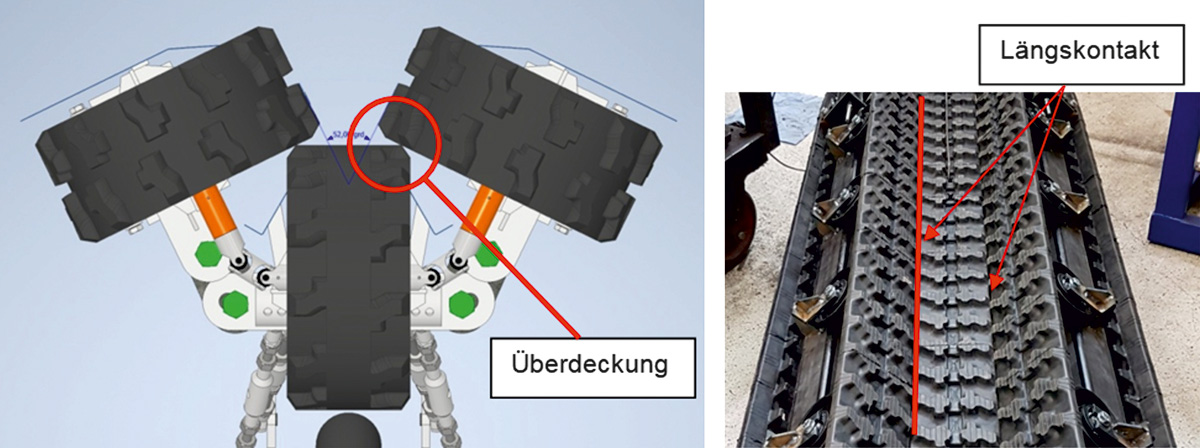
Fig. 3. Sealing (2, 3). // Bild 3. Abdichtung (2, 3).
Aufgrund von Fertigungsungenauigkeiten der Kettenkanten muss die Anpresskraft bei der ersten Methode erheblich erhöht werden, wodurch die Bewegungswiderstände stark ansteigen, um ein Durchrieseln von Feinmaterial zu verhindern. Diese Methode sollte daher für derartige Schüttgüter nicht eingesetzt werden. Wegen der ausgeprägten Stollenhöhe muss bei rieselfähigem feinem Schüttgut eine relativ große Kettenüberdeckung eingestellt werden, um eine verlustfreie Abdichtung zu gewährleisten. Es ist aber dennoch möglich, eine ausreichende Dichtwirkung zu realisieren. Für den industriellen Einsatz sind derartige Maßnahmen nicht nötig, da geeignete Kettenprofile für größere Dimensionen verfügbar sind.
Da die Masse des Prototyps zu gering ist, um die für den Antrieb notwendigen Anpresskräfte, die wiederum für die Übertragung der Reibkräfte durch das Reibrad notwendig sind, zu erzeugen, mussten zusätzliche Verstelleinrichtungen implementiert werden (Bild 4).
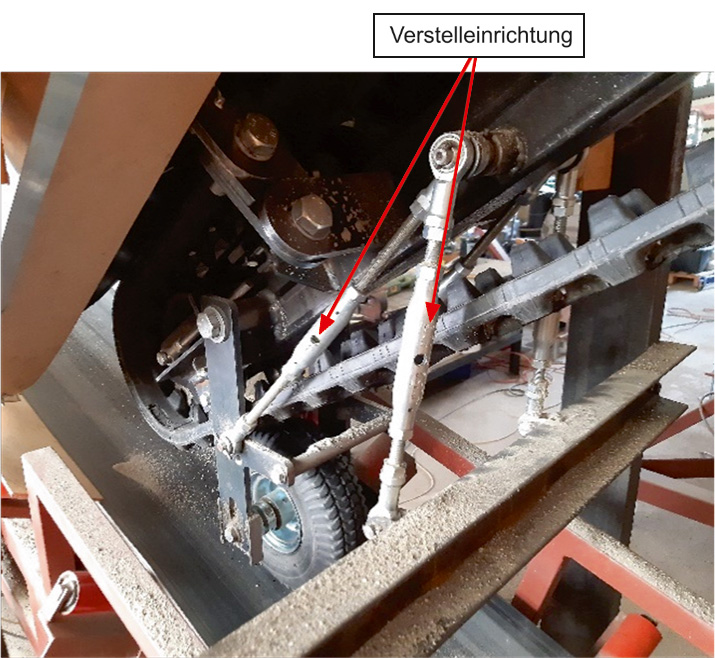
Fig. 4. Linkage assembly to increase the necessary contact pressure (3). // Bild 4. Gestänge zur Erhöhung der notwendigen Anpresskräfte (3).
Durch die Verstelleinrichtungen können sowohl die notwendigen Anpresskräfte des Reibrads auf den Gurt als auch auf die mittlere Gummikette erzeugt werden, um die erforderliche Leistung zu übertragen. Zusätzlich bietet das Gestänge auch die Möglichkeit, das Übergabesystem vom Gurt zu entkoppeln. Dadurch lässt sich der Gurt leichter entleeren, da das Band auch reversiert werden kann, ohne die Ketten anzutreiben. Um die Anpresskräfte möglichst gering zu halten, sind verschiedene Reibräder getestet worden. Das beste Ergebnis liefert ein luftgefülltes profiliertes Rad, wie es in Bild 4 abgebildet ist. Im Vergleich zu den alternativ getesteten unprofilierten Vollgummirädern hat dieses Rad zusätzlich einen wesentlichen Anschaffungskostenvorteil.
Wie bereits erwähnt, verfügt der Prototyp über ein ungünstiges Aufgabeband zum Kettensystem/Breitenverhältnis. Durch das grobstollige Kettenprofil lassen sich die Ketten an der Schüttgutabgabestelle/Kettenumlenkung nur schlecht reinigen. Speziell bei sehr kohäsivem und sehr feinkörnigem Schüttgut wird dieses nicht vollständig von der Kettenoberfläche an der Umlenkung entfernt. Ein geringer Schüttgutanteil wird über die Umlenkung mit der Kette weiterbewegt und entlang der Leertrumseite und der Umlenkung zum Teil abgeworfen. Da das Kettensystem breiter ist als der Aufgabegurt, kann das vom Leertrum abfallende Schüttgut nicht auf das Aufgabeband übergeben werden. Zusätzliche Leiteinrichtungen sind daher notwendig. Die zusätzlichen Schüttgutleiteinrichtungen sind in Bild 5 dargestellt.
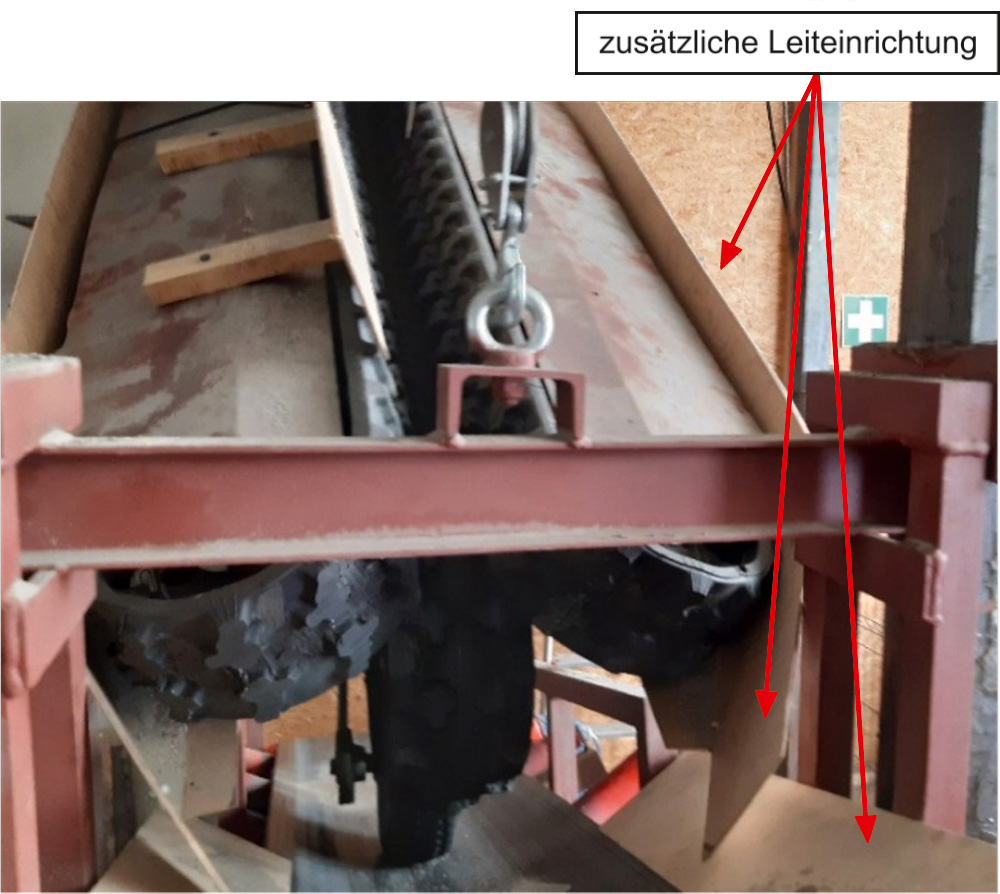
Fig. 5. Additional bulk material controlling equipment (3). // Bild 5. Zusätzliche Schüttgutleiteinrichtungen (3).
Im industriellen Maßstab sollte das Kettensystem schmaler oder gleich breit wie das Aufgabeband sein. In diesem Fall reichen einfache Einhausungsbleche ohne Verschleißschutz mit einer Abdichtung zum Aufgabeband aus, wie sie standardmäßig bei Übergabeschurren eingesetzt werden, um ein Austreten von Schüttgutteilen aus dem Übergabebereich zu vermeiden. Die Vermeidung von Anbackungen von kohäsiven Schüttgutpartikeln an der zentralen Kette können im industriellen Einsatzbereich durch die Verwendung einer unprofilierten Mittelkette realisiert werden. Eine unprofilierte Kette lässt sich leichter durch die Verwendung von Standardgurtabstreifern reinigen. Für die ersten Versuche wurde bewusst Quarzsand mit einem erheblichen Feinkornanteil verwendet. Durch Variation der Schüttgutfeuchte konnte das Verhalten des Kettensystems bei trockenen rieselfähigen sowie feuchten kohäsiven Bedingungen untersucht werden.
Im Vergleich zu herkömmlichen Schüttgutbeschleunigungsbändern (Bild 6), die an Übergabestellen zur Verschleißreduktion des Aufgabebands verwendet werden, hat das Kettenübergabesystem neben der Möglichkeit der Steilförderung einen weiteren wesentlichen Vorteil.

Fig. 6. Bulk material acceleration belt (4). // Bild 6. Schüttgutbeschleunigungsband (4).
Die Ketten besitzen eine mittige Zwangsführung an der Laufseite, wodurch ein Gurtschieflauf ausgeschlossen werden kann. Speziell bei 90°-Übergaben kann durch den Schüttgutaufprall auf das jeweilige Übergabesystem eine Kraftkomponente 90° zur eigentlichen Bewegungsrichtung entstehen, die bei der Verwendung von herkömmlichen Gurten Schieflaufprobleme verursachen kann.
3 Erste Testreihen und Leistungsdaten
Zur Funktionsbestätigung sind bisher zwei Testreihen mit den bereits erwähnten unterschiedlichen Abdichtungsmethoden der einzelnen Ketten zueinander durchgeführt worden. Für die erste Testreihe ist die Linienberührung der Kettenlängskanten gewählt worden. Aus Bild 7
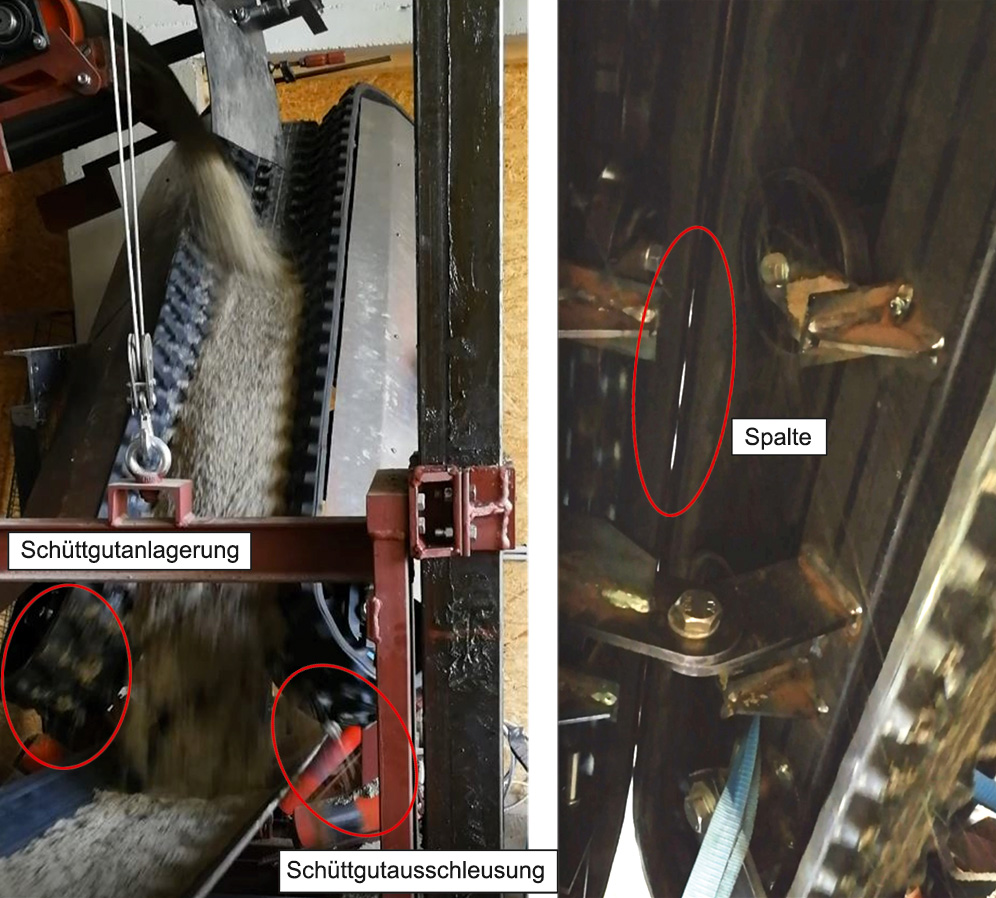
Fig. 7. First testing series with longitudinal sealing. // Bild 7. Erste Testreihe mit Längsabdichtung. Photos/Fotos: MU Leoben
wird der Bewegungsablauf der Ketten und des verwendeten Schüttguts ersichtlich. Die bereits erwähnten Nachteile in Kombination mit feinem rieselfähigem Schüttgut sind hier gut erkennbar. Im rechten Bild sind kleine Spalten zwischen den aneinander gepressten Kettenlängskanten zu sehen, durch die das feine Schüttgut durchrieseln kann. Im linken Bild ist die an sich optimale Übergabe auf das Aufgabeband und das Kettensystem ersichtlich. Erkennbar sind aber auch die Anlagerungen des Schüttguts an den Stollen bei der Kettenumlenkung. Teile des Schüttguts werden dadurch zu spät oder gar nicht von den seitlichen Ketten abgegeben und so aus dem Förderkreislauf ausgeschleust. Eine wesentliche Anlagenverschmutzung über eine längere Betriebszeit ist die Folge.
Der kaltvulkanisierte Mittelsteg der zentralen Kette weist eine zu geringe Härte auf, wodurch sich einzelne Schüttgutpartikel am Mittelsteg anlagern, die entlang der Kettenrückführung vom Leertrum abfallen und vor der eigentlichen Aufgabestelle auf die Tragseite des Aufgabebands auftreffen (Bild 8).

Fig. 8. Bulk material sticking at the middle bar. // Bild 8. Schüttgutanlagerungen am Mittelsteg. Photo/Foto: MU Leoben
Durch das stellenweise Durchrieseln des Schüttguts durch das periodische Aufklaffen der Dichtlängskanten der einzelnen Ketten-stränge wird dieser vorzeitige Aufgabeprozess des Schüttguts auf das Aufgabeband noch verstärkt. Das sich vor der eigentlichen Schüttgutaufgabestelle am Aufgabeband anlagernde Schüttgut verursacht allerdings keine Schlupfprobleme zwischen Gurt und Reibrad. Das Gleiche gilt auch für die Kraftübertragung zwischen der verschmutzten zentralen Kette und dem Reibrad. Ob eine derartige Verschmutzung Auswirkungen auf den Reibrad-, Ketten- und Gurtverschleiß hat, muss durch einen Langzeitversuch ermittelt werden. Im industriellen Maßstab treten derartige Verschmutzungsgrade allerdings nicht in diesem Ausmaß oder gar nicht auf, da hier optimale Materialkombinationen und Reinigungsmaßnahmen eingesetzt werden können.
Aufgrund der bei dieser Abdichtungsmethode in Kombination mit dem verwendeten feinen Quarzsand auftretenden Anlagenverschmutzung ist diese Versuchsreihe abgebrochen und die Anlage auf die zweite Abdichtmethode umgebaut worden.
Für die zweite Testreihe ist nun auf die in Bild 3 links ersichtliche Abdichtungsmethode zurückgegriffen worden. Durch das Überlappen der Kettenstränge konnte das Durchrieseln des Schüttguts vermieden werden (Bild 9).

Fig. 9. Chain cover (View from the bottom). // Bild 9. Kettenüberdeckung (Ansicht von unten). Photo/Foto: MU Leoben
Durch die verbesserte Abdichtungsmethode ist auch die Materialanlagerung vor der eigentlichen Schüttgutaufgabe am Aufgabeband deutlich reduziert worden. Das Vorbeiströmen von Teilen des Schüttguts am Aufgabeband ist durch den Einsatz von einfachen Leitschurren, wie sie in Bild 5 zu sehen sind, ebenfalls verhindert worden. Die Reduktion bzw. Vermeidung der Anlagenverschmutzung erlaubt es nun, Leistungsmessungen am Antriebsmotor des Aufgabebands durchzuführen. Dabei sind Leistungsmessungen des Aufgabebands ohne Schüttgut und ohne Übergabeeinrichtung, mit der Übergabeeinrichtung ohne Schüttgut sowie mit der Übergabeeinrichtung und Schüttgut durchgeführt worden. Für die Messungen ist ein Power Quality Analyzer 43B der Firma Fluke verwendet worden. Den Messaufbau verdeutlicht Bild 10.
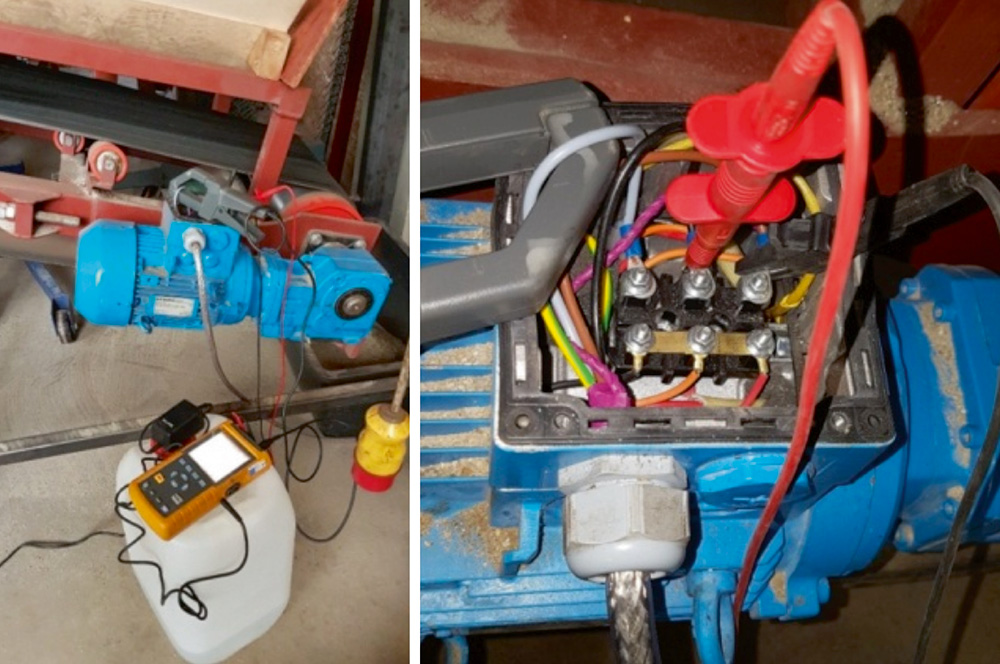
Fig. 10. Setup for power measurement (2). // Bild 10. Messaufbau für die Leistungsmessung (2).
Bevor die eigentlichen Leistungsmessungen duchgeführt werden konnten, wurde der dreiphasige Anschluss auf Spannungs- und Stromsymmetrie überprüft. Die Messungen ergaben einen Wert von 0,3 % für die Spannungsasymmetrie und einen Wert von 3,4 % für die Stromasymmetrie. Die Werte befinden sich innerhalb des Toleranzbereichs für die als symmetrisch angenommenen Leistungsmessungen mit dem zum Einsatz kommenden Messgerät. Die Leistungsmessungen sind mit verschiedenen Fördergeschwindigkeiten durchgeführt worden, wobei der Antrieb des Aufgabebands bei einer Fördergeschwindigkeit ab 1,5 m/s ohne Schüttgut, aber mit Übergabeeinrichtung seine Leistungsgrenzen erreicht. Die Nennleistung des Antriebs von 2,2 kW wird im Beharrungszustand bereits um ca. 32 % überschritten. Um den Antrieb nicht zu beschädigen, wurde beschlossen, die Förder-geschwindigkeit nicht weiter zu erhöhen. Exemplarisch sind im Nachfolgenden die Messkurven für einen Massenstrom mit 13 kg/s (46,8 t/h) und einer Gurt- bzw. Kettengeschwindigkeit von 1,5 m/s ersichtlich (Bild 11).
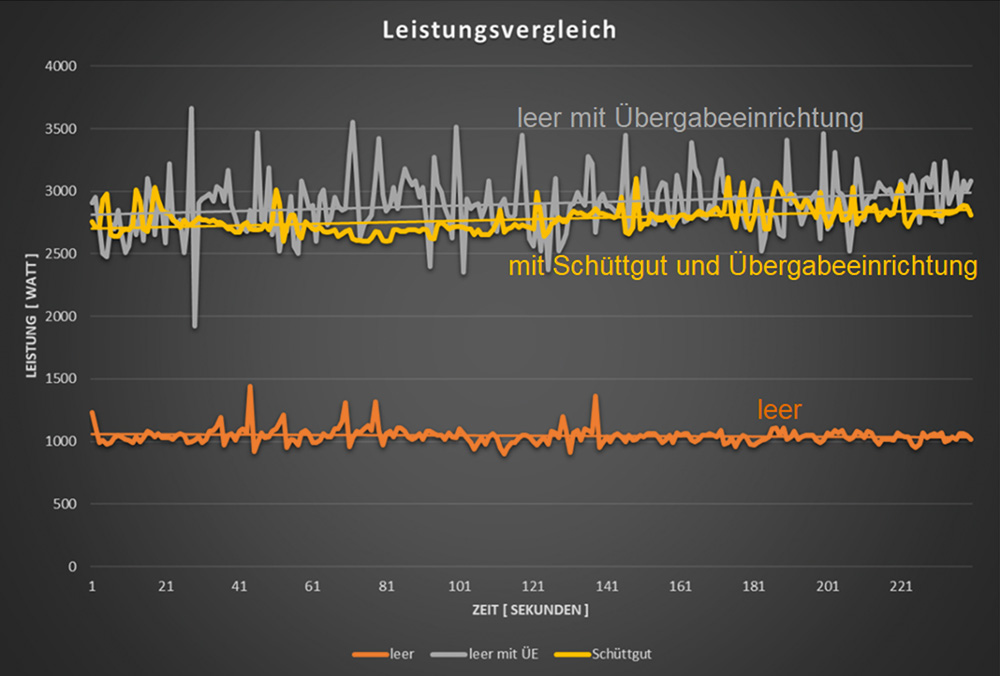
Fig. 11. Performance Measurement – mass flow 13 kg/s – conveying speed 1,5 m/s (3). // Bild 11. Leistungsmessung – Massenstrom 13 kg/s – Fördergeschwindigkeit 1,5 m/s (3).
Das Aufgabeband benötigt bei 1,5 m/s Bandgeschwindigkeit ohne Schüttgut und ohne Kettensystem eine durchschnittliche Leistung von ca. 1.045 W. Wird nun die dynamische Übergabeeirichtung aufgesetzt, so steigt die Leistung auf durchschnittlich ca. 2.898 W (ohne Schüttgut). Das Übergabesystem benötigt demnach eine Antriebsleistung von ca. 1.853 W. Durch die Einspeisung des Schüttguts mit einem Massenstrom von 13 kg/s sinkt die Leistungsaufnahme des Aufgabebands auf ca. 2.775 W. Die Hangabtriebskraft des Schüttguts am Kettensystem in Kombination mit der gerichteten Schüttgutübergabe verringert die benötigte Antriebsleistung um ca. 123 W. Der Leistungsbedarf des beladenen Aufgabebands ohne Übergabeeinrichtung kann in der derzeitigen Anlagenkonfiguration nicht gemessen werden. Exakte Aussagen über die tatsächliche Leistungsreduktion durch das Übergabesysten können daher noch nicht gemacht werden.
Für alle Versuche ist eine Übergabehöhe von ca. 1.700 mm und eine Neigung des Kettenübergabesystems von ca. 35° gewählt worden.
4 Resümee und Aussicht
Die ersten Untersuchungen haben die Funktion der dynamischen Übergabeeinrichtung bestätigt. Für die Leistungsübertragung vom Aufgabeband über ein Reibrad auf das zum Einsatz kommende gemuldete Kettensystem erwiesen sich profilierte Luftreifen als besonders geeignet. Die positiven Auswirkungen auf den Energiebedarf der Übergabeeinrichtung aufgrund der durch die Schüttgutbewegung auftretenden Hangabtriebskräfte und die gerichtete Schüttgutübergabe konnten durch Messungen bestätigt werden. Eine Energierückgewinnung bzw. geringer Energiebedarf ist bei entsprechenden Massenströmen realistisch. Trotz der durch die geometrischen Randbedingungen des Förderkreislaufs und der zur Verfügung stehenden eigentlich ungeeigneten Kettengeometrie konnte eine nahezu schüttgutverlustfreie Übergabe realisiert werden. Die auftretenden Einschränkungen durch die Laborbedingungen sind im industriellen Maßstab nicht relevant. Die aufgetretenen Funktionseinschränkungen sind bei einer optimalen Kombination aus Gurt- zu Kettenbreite sowie einer passenden Kettenprofilierung vermeidbar.
Für die anstehenden weiteren Laboruntersuchungen muss die Antriebsleistung des Aufgabebands von 2,2 kW auf 4 kW erhöht werden. Dadurch lassen sich Tests mit höherer Fördergeschwindigkeit und/oder höherem Massenstrom realisieren. Die maximal installierbare Leistung für die vorhandene Anlage beträgt 4 kW. Des Weiteren wird derzeit der zu weiche Mittelsteg entfernt und durch eine härtere Gummimischung ersetzt. Die Schüttgutanhaftungen sollen dadurch reduziert werden. Um den tatsächlichen Leistungsbedarf der dynamischen Übergabeeinrichtung zu ermitteln, muss das Aufgabeband mit Schüttgut bei entsprechenden Massenströmen und gleicher Beladungslänge bezüglich der Leistungsaufnahme nach Beendigung der Testreihen untersucht werden. Da die Demontage der Übergabeeinrichtung im Labor aus Platzgründen relativ aufwändig ist, werden diese Messungen abschließend durchgeführt.
Parallel zu den Laboruntersuchungen wird derzeit ein Test im industriellen Maßstab vorbereitet. Hier werden die noch offenen Fragen bezüglich des Verschleißverhaltens, der notwendigen Überwachungssysteme und der Energierückgewinnung in einem Langzeitversuch beantwortet.
Zukünftig soll das neue Übergabesystem im Bereich verschleißkritischer Schüttgüter wie Hochofensinter, Hot Briquetted Iron (HBI), Eisenerz usw. eingesetzt werden. Durch das System soll sowohl der Schüttgutverschleiß als auch der Anlagenverschleiß bei gleichzeitiger Reduktion der Schurrengesamtkosten signifikant verringert werden. Weitere Vorteile, wie z. B. Staubreduktion, „Soft Loading Effekt“, Vermeidung von Schurrenverstopfungen und Durchschlägen am Aufgabeband durch kritische Schüttgutpartikel, sollen realisiert werden.
References/Quellenverzeichnis
References/Quellenverzeichnis
(1) Dünnwald, W.; Prenner, M. (2019): Patentnr. DE 10 2019 108 687 A1. Deutschland.
(2) Kogler, S. G. (2020): Schüttgutübergabeeinrichtung für kritische Randbedingungen. Masterarbeit, Leoben/Österreich.
(3) Lemberger, S. M. (2020): Optimierung der dynamischen Schüttgutübergabeeinrichtung “FlowScrape”. Bachelorarbeit, Leoben/Österreich.
(4) Swinderman, R. T.; Goldbeck, L. J.; Marit, A. D. (2002): Foundations of the Practical Resource for Total Dust and Material Control. Neponset, Illinois/USA. Martin Engineering ISBN 0-9717121-0-7.
