Im Jahr 2018 wurde in einem Bergwerk in Zentralmexiko der erste STEINERT Erz-Sortierer installiert, um den Gehalt an werthaltigem Material zu erhöhen. Die Konzentration an werthaltigen Ressourcen war im Lauf der Jahre kontinuierlich zurückgegangen. Schnell ergänzten die erste erfolgreiche Installation zwei weitere STEINERT Multi-Sensor-Sortiersysteme, die heute den größten Teil der geförderten Erze mit niedrigem bis mittlerem Erzgehalt verarbeiten (Bild 1). Die daraus entstehenden Produkte haben nach dem Prozess der Vorkonzentration einen höheren Erzgehalt, mit dem sie auf dem Markt direkt verkauft werden können. Diese Anlagen zur Erzsortierung ermöglichten es somit, den Abbau nun auch auf Bereiche mit geringer Erzkonzentration auszuweiten, die zuvor unterhalb des Cut-Off-Grads lagen. Und durch den bisherigen Erfolg ist die Erweiterung der Erzsortieranlage bereits jetzt in Planung.
Weshalb setzten die Betreiber auf Sortiertechnologie der STEINERT GmbH, Köln? Die Antwort liegt in dem einzigartigen Konzept: das Multisensor-Sortiersystem oder kurz STEINERT KSS (Bild 2). Das STEINERT KSS-Sortiersystem ermöglicht einen der drei Hauptsensoren (Röntgentransmissionen, Röntgenfluoreszenz und NIR) mit allen drei zusätzlichen Sensoren (Induktion, 3D-Laser und Farbe) zu kombinieren und somit mehrere Sortierkriterien in Betracht zu ziehen.
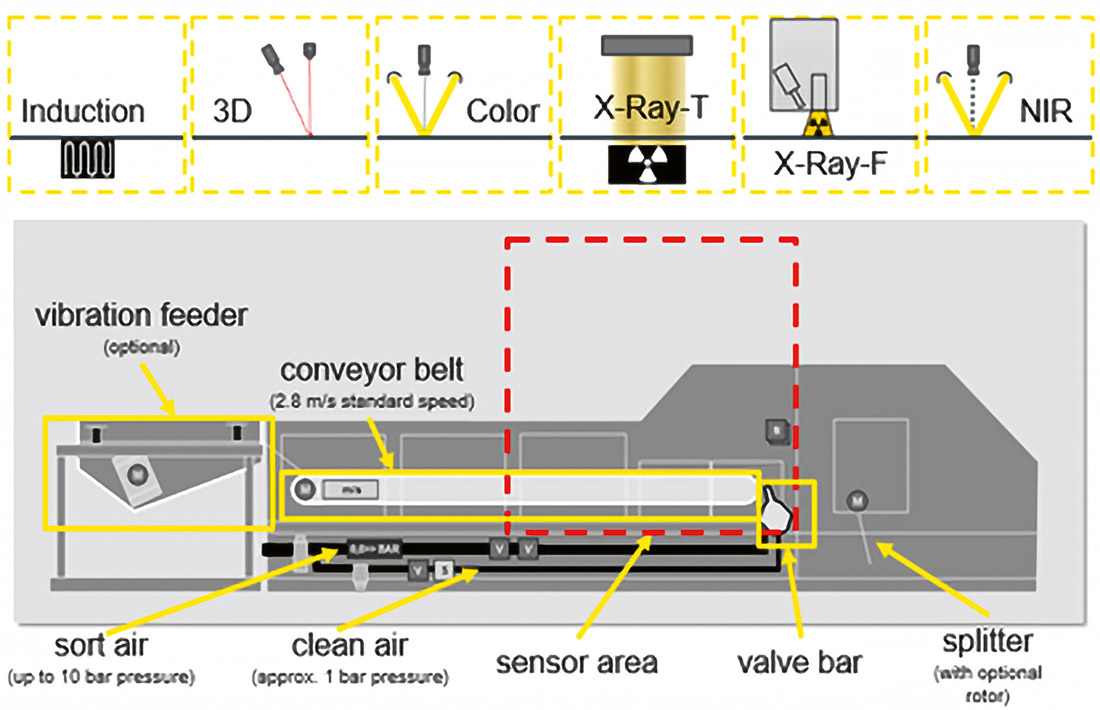
Fig. 2. STEINERT KSS scheme. // Bild 2. Schema der STEINERT KSS. Photo/Foto: STEINERT
Im Bergbau kommt hauptsächlich die Kombination aus Röntgentransmission mit einem Farbsensor, einem 3D-Laser-Sensor und einem Induktionssensor zum Einsatz. Dieser Ansatz bietet Kunden ein hohes Maß an Flexibilität, um herausfordernde Mineralien wie Flussspat, Eisenerz, Polymetallerze, Golderz u. a. aufzukonzentrieren und somit für einen gewinnbringenden Verkauf zu verarbeiten. Die Sensoren erkennen unterschiedliche physikalische Eigenschaften wie Dichte, Größe, Menge, Helligkeit, Farbe, Induktivität und Leitfähigkeit. In dem beschriebenen Anwendungsfall in Mexiko sind die Haupteigenschaften Dichte, Größe und Farbe, nach denen sortiert wird.
Die weltweit steigende Anzahl der Installationen von Sortieranlagen zeigt, dass die Akzeptanz von Erzsortierung im Bergbau immer weiter zunimmt. Die Technologie zur Erz-Aufbereitung setzen Bergbauunternehmen vornehmlich zur Vorkonzentration ein, mittels derer ein höherer und konsistenter Erzgehalt hergestellt werden kann. Viele Sortieranlagen werden zur Aufbereitung von geringhaltigen Abraumhalden genutzt. Ziel der Aufbereitung ist, den Anteil an minderwertigem Taubgestein zu reduzieren und hochwertiges Material zu identifizieren. Die Hauptvorteile der Sortierung von Bergematerial liegen in der Senkung der Transport- sowie der Mahlkosten, einer Verringerung des zu entsorgenden Feinstaubs/Schlamms sowie Einsparungen beim Wasserverbrauch. Denn nur hochwertiges Gestein geht in die weitere Verarbeitung.
STEINERTs Kunde in Mexiko sieht sich darüber hinaus kontinuierlich mit schwankenden Gehalten konfrontiert, auf die er schnell reagieren muss. Auch dafür ist die trockene Separation eine Lösung. Denn das Sortiersystem kann für die Herstellung von Produkten mit unterschiedlichen Erzgehalten eingestellt werden, ganz abhängig von der Marktnachfrage, also für erstklassige Produkte mit besonders hohem Erzgehalt zu entsprechenden Spitzenpreisen oder aber für geringhaltigere Produkte.
Immer mehr liegt der Fokus aber auch auf verantwortungsvollem Bergbau, bezogen auf Nachhaltigkeit, Erhaltung und Rehabilitation der Umwelt, sowie bei einer gerechten Verteilung der ökonomischen und finanziellen Vorteile auf alle Beteiligten. Im Zuge dieser Anforderung, setzen große Bergbauunternehmen heute innovative Technologien ein, um verantwortungsvollen Bergbau zu betreiben und zugleich wettbewerbsfähig zu bleiben.
Die sensorgestützte Sortierungstechnologie (SBS) kann bei diesem Innovationsprozess eine wichtige Rolle spielen. Der Einsatz der SBS-Technologie ermöglicht eine bessere Verarbeitung des Erzes, d. h. eine Erweiterung des Abbaus auf Bereiche mit geringerer Erzkonzentration, wodurch die Lebensdauer des Bergwerks verlängert wird. Hinzu kommt, dass die Nutzung der kostenintensiven Prozessanlageninfrastruktur effizienter ausfällt. Indem in nachgelagerten Prozessen kein Abraum mehr verarbeitet werden muss, können der Energie- und Wasserverbrauch sowie der Einsatz chemischer Reagenzien reduziert werden. Dies hat auch direkte Auswirkungen auf die Entstehung von Bergematerial, sobald Ganggestein aus dem Grobgut entfernt wurde. All diese Aspekte leisten einen Beitrag, um den aktuellen sozialen Aspekten und den Ansprüchen an Nachhaltigkeit in der Bergbaubranche gerecht zu werden.
Um den Bergbausektor erfolgreich zu transformieren, sind Innovationen die fundamentale Basis für den bereits seit langem notwendigen Wandel. Die digitale Revolution ist Realität und das Konzept der Industrie 4.0 findet immer mehr Anwendung im Bergbausektor. Zugleich werden neue Technologien zur Erzaufbereitung immer beliebter, vor allem Trockentrennverfahren wie SBS.
Die Umsetzung des Projekts in Mexiko begann mit Tests in STEINERTs Test & Development Center in Deutschland. Kurz nach Abschluss der Testphase nahm Edwardes Dias, Head of Customer Support bei STEINERT Latinoamericana, im Jahr 2018 das erste Sortiersystem in Betrieb. Schon jetzt laufen die Vorbereitungen, die drei Sortiersysteme umfassende Erzsortieranlage in Kürze auszubauen.
„STEINERTs Tochtergesellschaften in Nord- und Südamerika arbeiten zusammen, um Kunden den bestmöglichen Service zu bieten“, so Vinícius Souto, Leiter von STEINERT Latinoamericana. „Wir haben hier Fachleute für Mineralverarbeitung, Solutions Consultants, Servicetechniker und Kundenservice – sie alle stehen unseren Kunden jederzeit vor Ort zur Verfügung.“
Die Anforderungen an die Erzsortierung wachsen stetig, was flexible und ganzheitliche Lösungen erforderlich macht. Um diesen Anforderungen gerecht zu werden, bietet STEINERT Remote-Support, der die Inbetriebnahme, Überwachung und Kontrolle der Kundenanlagen vereinfacht. Abgesehen vom Remote-Service unterhält STEINERT vor Ort auch ein Ersatzteillager, um Reaktionszeiten im Kundenservice so kurz wie möglich zu halten.
Further information/Weitere Informationen:
STEINERT GmbH
www.steinertglobal.com